
YQPHJ2000拼焊矫一体机wwwbyqjx.com.cn
一、设备组成:
歆耀强H/T 型钢梁组焊矫一体机是“热焊热矫工艺 ”的工业化应用,主要解决了热焊腹板 18mm 以下无坡口焊接、角焊缝≤8mm、 热矫正翼板 25mm 成型、三工序结合误差消除的精度等问题。它将传统组立机、龙门焊、矫正机三台设备完成的工序集中在一台设备来进行,是将 H 型/T 型钢 的翼板与腹板直接组立、焊接、矫正的非标专用定制设备;实现无焊点、无引弧板技术,显著提高了生产效率及产品合格率,降低了生产成本,节省了场地空间,在考核指标:(元/吨、吨/平方米、吨/人、设备折旧/吨、风险/吨等)方面具有明显优势,是高效生产 H 型钢、T 型钢、辅助焊接十字柱的最新生产设备。
二、主要结构及技术特点
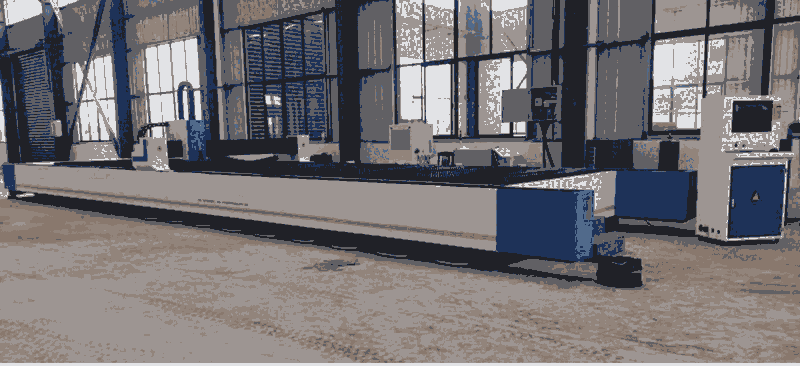
该设备由组立主机(自动对中装置)、焊接装置、矫正辅机、输送辊道、焊剂回收系统、液压系统、电控系统、焊接电源等部分组成。
组立主机由龙门下压结构、腹板、翼板自动对中装置、主机辊道传动结构等组成。
1.焊接位置:平角焊、横角缝
2.焊接方式:双面埋弧自动焊
3.焊接电源:电源单丝埋弧焊、双边 1250A
4.调速方式:交流变频
5.程序控制:PLC 或 CAN 通信
6.焊枪角度:45 度可微调
7.焊料回收装置
8.本设备为 H/T 型钢全自动生产线,可连续完成 T 型、H 型钢生产过程中的 自动组立、对中、焊接、矫形、出料等工序,该生产线占地面积小,节省劳动力,生产效率高,所制造的产品内在质量好。
9.我公司生产的 H/T 型钢梁组焊矫一体机改变传统分体机冷焊冷矫的焊接方式,采用焊热矫的焊接工艺, 具有以下优势:
(1)占用面积小;
(2)操作人员少;
(3)设备用电量低;
(4)产品合格率高;
(5)腹板 18mm 以下无坡口焊接;
(6)无点焊塑形;
(7)无引弧板直接焊接工艺;
(8)型号自动调节;
(9)节约行车;
(10)降低工伤概率;
(11)减少吊装次数,工件行走,生产效率高;
(12)考核指标:(元/吨、吨/平方米、吨/人、设备折旧/吨、风险/吨等)方面具有明显优势
三、主要技术参数
1.腹板高度:200~1800 mm
2.腹板厚度:6~20 mm
3.翼板宽度:200~800 mm
4.翼板厚度:8~25 mm
5.工件长度:6000~15000 mm
6.焊接速度:400~1000 mm/min
7.工作功率:约 125KW (含两台 振中1250A 国产焊接电源)
8.液压系统压力: 10MPa
9. 电 源: AC 380V 50HZ 3 相
四、供货范围及组成单元
1、组立主机:集成一体式主机平台底座 1 套、上门架组件 1 套、翼板对中装置2套腹板对中装置2套、动力主传动机构 1 套、动力轮传动装置 2 套(通轴驱动轮)焊丝盘支架2套电控枪架2套平台防尘式焊剂回收防护罩1套,
2、焊接装置:振中 1250A 埋弧焊接电源 2 台、焊接控制箱 2 套设备控制箱1套。焊接送丝机2套。
3、矫正辅机:上矫正轮机构 2 套、下矫正机轮机构 1 套(液压矫正机构)
4、输送辊道:输出辊道含托起装置 2 套、输入辊道含 3 米主动辊道料架 2组、端部对齐机构1套预预对中机械手装置 2 套、被动辊道等;
5、液压系统:液压泵站1 台、电磁控制阀 1 套、高压油管路 1套。
6、电控系统:电器柜 1 台、操作箱 1 套、遥控装置 1 套.
7、焊剂回收系统:3KW 回收机、分离器、焊剂斗、输送管等各 2 套。www.zgyqjx.com



- 6ES7412-3HJ14-0AB0现货
- 6ES7461-4AA01-0AA0现货
- 6ES7416-2XL00-0AB0模块
- 6ES7450-1AP00-0AE0新品上架
- 6ES7414-3XJ00-0AB0库存现货
- 6ES7416-2XK01-0AB0原装正品
- 6ES7416-2XK00-0AB0产地
- 6ES7401-2TA01-0AA0库存现货
- 6ES7421-7DH00-0AB0库存现货
- 6ES7405-0KR02-0AA0库存现货
- 6ES7498-8AA05-8BA0现货
- 6ES7492-2BX00-0AA0模块
- 6ES7461-3AA00-7AA0质保一年
- 6ES7460-4AA01-0AB0品质保证
- 6ES7400-1TA11-0AA0量大从优
