产品简介

详细说明
张掖聚氨酯直埋保温管电话——生产制作公司
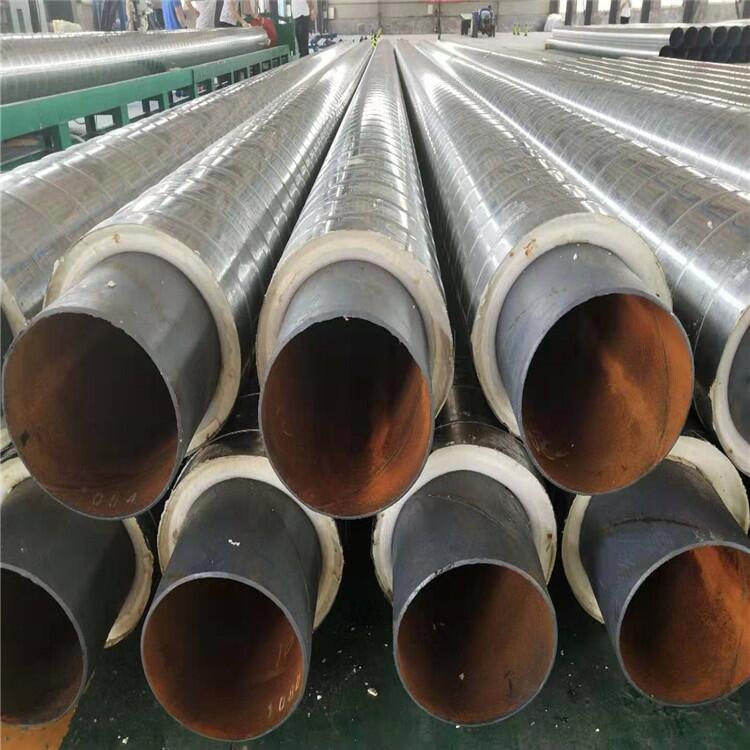
聚氨酯直埋保温管就是用硬质聚氨酯泡沫塑料做热材料的保温管道,硬质聚氨酯泡沫塑料不用多说了,其基本结构由内部介质管道、中间硬质聚氨酯泡沫塑料保温层、外防护层组成的。
为什么科屹聚氨酯直埋保温管的寿命使用之长
聚氨酯直埋保温管性能和施工工艺 一、高密度低压聚乙烯(HDPE)外护层聚氨酯直埋保温管概述HDPE外护层聚氨酯直埋保温管概述节能直埋保温管道由钢管、防腐层、保温层、防腐抗压保护层组成,如果是超高温管道,则在保温层和防腐层中间再加一降温层。这些管道具有热损失少抗压性能强、防水防腐性能好等优点。
聚氨酯直埋保温管其导热系数为:λ=0.013-0.03kcal/m·h·oC,比其他过去常用的管道保温材料低得多,保温效果提高4~9倍。再有其吸水率很低,约为0.2kg/m2。吸水率低的原因是由于聚氨酯泡沫的闭孔率高达92%左右。低导热系数和低吸水率,加上保温层和外面防水性能好的高密度聚乙烯或玻璃钢保护壳,改变了传统地沟敷设供热管道“穿湿棉袄”的状况,大大减少了供热管道的整体热损耗,热网热损失为2%,小于10%的标准要求。
工艺特点:
除锈
2、穿管及支架捆扎:
A.按芯管和保温层选定的HDPE外护管(产品符合设计要求或CJ/T114-2000标准)→穿管机V型槽。
B.除锈处理后的钢管→输管机→穿管机托辊输送段→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入V型槽上的HDPE外护管内直至芯管两端裸露部分均为15㎝或20㎝。
C.将符合芯管直径和保温层厚度的卡头(内涨或外卡)封堵在管道两端并将其锁紧(拉紧)。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
3、聚氨酯浇注:
调整高压发泡机的混合比为1:1.05→测定设备流量→设定浇注时间(投料量/流量)。在穿管完毕管道两端封堵后的HDPE外护管中间正上位置开浇注孔→将高压发泡机混合头的浇注嘴插入浇注孔→浇注→料空塞封堵浇注孔→熟化→拆卸卡头→检验→修正投料量→成品。
张掖聚氨酯直埋保温管以上两种温度曲线对节能和熔窑寿命不利。“双高”曲线即“双高热负荷”温度制度,其特点是在配合料较多的1#、2#小炉投入较多的燃料,加强配合料的熔化;减少泡沫区的3#、4#小炉燃料量,降低此处热负荷;增大5#小炉燃料量,以利于玻璃液的高温澄清和均化;起到调节成型温度需要。由于“双高”曲线合理分配了燃料,因而能够降低燃料消耗。但在采用“双高”曲线时一定要把握好油量的集中和分散的程度,过于集中会造成熔窑烧损加剧。

聚氨酯直埋保温管施工准备
1. 施工现场道路平整、畅通。
2. 施工现场水、电具备使用条件。
3. 施工操作人员技术培训合格持上岗。
4. 对已进入现场的各种施工机械进行必要的检查维修合适运行,确保状态良好。
5. 对施工文件及供货单位提供的技术文件等,应做到认真审核,发现问题及时处理。
6. 各种保温材料的品种、数量与设计要求相符。
7. 保温材料表面平整度、光洁度以及尺寸公差、容重、导热系数均符合设计要求。
8. 备足施工用各各种保温材料的品种机械、工具,主要施工工具如下:工具刀、老虎钳、尖嘴钳、手锯、钢直尺、角尺、圈尺、圆规等。
9.施工前做好各种技术交底;由技术人员向各施工班长交待清楚各部位使用保温材料、保护层材料及保温层结构、厚度等要求。
施工工艺
制作流程:
制作工艺,先生产出高密度聚乙烯外护层,然后在聚乙烯外护层与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的“两步法”。
制作流程:钢管除锈----聚氨酯发泡 ----成形----成品检测----入库。
张掖聚氨酯直埋保温管电话——生产制作公司
聚氨酯直埋保温管就是用硬质聚氨酯泡沫塑料做热材料的保温管道,硬质聚氨酯泡沫塑料不用多说了,其基本结构由内部介质管道、中间硬质聚氨酯泡沫塑料保温层、外防护层组成的。
为什么科屹聚氨酯直埋保温管的寿命使用之长
聚氨酯直埋保温管性能和施工工艺 一、高密度低压聚乙烯(HDPE)外护层聚氨酯直埋保温管概述HDPE外护层聚氨酯直埋保温管概述节能直埋保温管道由钢管、防腐层、保温层、防腐抗压保护层组成,如果是超高温管道,则在保温层和防腐层中间再加一降温层。这些管道具有热损失少抗压性能强、防水防腐性能好等优点。
聚氨酯直埋保温管其导热系数为:λ=0.013-0.03kcal/m·h·oC,比其他过去常用的管道保温材料低得多,保温效果提高4~9倍。再有其吸水率很低,约为0.2kg/m2。吸水率低的原因是由于聚氨酯泡沫的闭孔率高达92%左右。低导热系数和低吸水率,加上保温层和外面防水性能好的高密度聚乙烯或玻璃钢保护壳,改变了传统地沟敷设供热管道“穿湿棉袄”的状况,大大减少了供热管道的整体热损耗,热网热损失为2%,小于10%的标准要求。
工艺特点:
除锈
2、穿管及支架捆扎:
A.按芯管和保温层选定的HDPE外护管(产品符合设计要求或CJ/T114-2000标准)→穿管机V型槽。
B.除锈处理后的钢管→输管机→穿管机托辊输送段→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入V型槽上的HDPE外护管内直至芯管两端裸露部分均为15㎝或20㎝。
C.将符合芯管直径和保温层厚度的卡头(内涨或外卡)封堵在管道两端并将其锁紧(拉紧)。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
3、聚氨酯浇注:
调整高压发泡机的混合比为1:1.05→测定设备流量→设定浇注时间(投料量/流量)。在穿管完毕管道两端封堵后的HDPE外护管中间正上位置开浇注孔→将高压发泡机混合头的浇注嘴插入浇注孔→浇注→料空塞封堵浇注孔→熟化→拆卸卡头→检验→修正投料量→成品。
张掖聚氨酯直埋保温管以上两种温度曲线对节能和熔窑寿命不利。“双高”曲线即“双高热负荷”温度制度,其特点是在配合料较多的1#、2#小炉投入较多的燃料,加强配合料的熔化;减少泡沫区的3#、4#小炉燃料量,降低此处热负荷;增大5#小炉燃料量,以利于玻璃液的高温澄清和均化;起到调节成型温度需要。由于“双高”曲线合理分配了燃料,因而能够降低燃料消耗。但在采用“双高”曲线时一定要把握好油量的集中和分散的程度,过于集中会造成熔窑烧损加剧。
聚氨酯直埋保温管施工准备
1. 施工现场道路平整、畅通。
2. 施工现场水、电具备使用条件。
3. 施工操作人员技术培训合格持上岗。
4. 对已进入现场的各种施工机械进行必要的检查维修合适运行,确保状态良好。
5. 对施工文件及供货单位提供的技术文件等,应做到认真审核,发现问题及时处理。
6. 各种保温材料的品种、数量与设计要求相符。
7. 保温材料表面平整度、光洁度以及尺寸公差、容重、导热系数均符合设计要求。
8. 备足施工用各各种保温材料的品种机械、工具,主要施工工具如下:工具刀、老虎钳、尖嘴钳、手锯、钢直尺、角尺、圈尺、圆规等。
9.施工前做好各种技术交底;由技术人员向各施工班长交待清楚各部位使用保温材料、保护层材料及保温层结构、厚度等要求。
施工工艺
制作流程:
制作工艺,先生产出高密度聚乙烯外护层,然后在聚乙烯外护层与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的“两步法”。
制作流程:钢管除锈----聚氨酯发泡 ----成形----成品检测----入库。
张掖聚氨酯直埋保温管电话——生产制作公司
在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息

最新供应
- C3CONTROLS CAT#22POTO10K-TBW
- SEIKOM NLSW45-6 805020
- FUTURE DESIGN CONTROLS FDC9300-416601
- 美国MOOG穆格D661-4026全新原装
- 美国MOOG穆格D633-419B国外直采
- 美国MOOG穆格D633-501B特惠
- 美国MOOG穆格G761-3007B供应
- MOOG伺服阀D633-419B性能
- MOOG伺服阀D661-4020B技术参数
- 美国MOOG穆格D661-4056B特点
- MOOG伺服阀D661-4045B性能
- MOOG伺服阀D633-500B说明书
- MOOG伺服阀G761-3004B现货特价
- 美国MOOG穆格D633-495B行情
- 美国MOOG穆格D661-353B优势库存
推荐供应
