产品简介

详细说明
伊春聚氨酯保温管多少钱——质量怎么样
聚氨酯保温钢管生产流程当中的一些细节有哪些呢?说到细节可能很多朋友就不了解了,很多人接触过这个行业,也知道现在主要的方法就是采用两步法来进行生产,而且两步法使得产品生产的过程大幅度的简化,从而提高了生产的效率,当然这种方法虽然说简单,但实际上细节方面要注意的都很多,如果这些细节没有把控好,就可能会导致产品生产质量方面无法满足条件要求。所以就来介绍一下在生产这种产品过程当中的一些细节性的问题。
聚氨酯保温钢管生产流程需要注意的细节很多,首先第1个细节方面的问题就是仔细的观察钢管,因为这个钢管必须要进行预先处理,这样才能够满足生产的要求,而细节处理方面的东西就比较多了,表面如果脏东西多,就要把这些脏东西清理干净,常见的脏东西就是灰尘或者是一些污垢,那么不管是什么样的灰尘或者污垢,通通都要弄干净,还有些钢管表面可能是生锈了,那么这些锈迹也要打磨处理干净,让这个钢管的表面可以达到预处理的状态,否则的话钢管表面没处理好,后就可能会影响到聚氨脂的发泡以及浇注处理。在发泡浇注的时候也要注意很多细节性的问题了,比如说保温层的厚度是多少呢?这就是要在发泡浇注之前必须要确认的,当然一般都有设计图纸或者设计模板,按照这个图纸或者模板来做基本上都是没有问题的。浇注处理时还要注意控制好细节,浇注的过程当中不能有缝隙,填充必须要严密,而且浇筑完毕之后要等待几十分钟,然后观察一下浇注是否符合要求。另外一个细节就是压力检测,因为通过压力检测可以发现浇注之后是不是有不严密的地方?如果有不严密的,比如说出现了漏气等问题,就需要把这些不严密的地方处理使其能够达到密闭性的要求。
工艺特点:
除锈
2、穿管及支架捆扎:
A.按芯管和保温层选定的HDPE外护管(产品符合设计要求或CJ/T114-2000标准)→穿管机V型槽。
B.除锈处理后的钢管→输管机→穿管机托辊输送段→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入V型槽上的HDPE外护管内直至芯管两端裸露部分均为15㎝或20㎝。
C.将符合芯管直径和保温层厚度的卡头(内涨或外卡)封堵在管道两端并将其锁紧(拉紧)。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
3、聚氨酯浇注:
调整高压发泡机的混合比为1:1.05→测定设备流量→设定浇注时间(投料量/流量)。在穿管完毕管道两端封堵后的HDPE外护管中间正上位置开浇注孔→将高压发泡机混合头的浇注嘴插入浇注孔→浇注→料空塞封堵浇注孔→熟化→拆卸卡头→检验→修正投料量→成品。
伊春聚氨酯保温管切刀法所反映的是曲折含蓄的笔调,而衢刀却是表达一种饱满矫健的韵味,这两种大相径庭的刻制方法,是鉴别孰真孰假的关键所在。另外,因为仿作边款在刻制方法上的差异,致使此一仿作再显败笔。收藏者有时会遇到这种情况,同一印章的印拓在不同时期的谱籍中出现,一方清晰工整,一方模糊不清。利用集谱的方法来夹嵌伪作的向来不少。如此,疑惑之心亦往往由此而生,害怕被作伪者的高超手段所骗。面对这种情况,除了冷静地观察此一印作的诸项创作要素外,重要的,是要细察由此形成的总体气息特征。

聚氨酯直埋保温管施工准备
1. 施工现场道路平整、畅通。
2. 施工现场水、电具备使用条件。
3. 施工操作人员技术培训合格持上岗。
4. 对已进入现场的各种施工机械进行必要的检查维修合适运行,确保状态良好。
5. 对施工文件及供货单位提供的技术文件等,应做到认真审核,发现问题及时处理。
6. 各种保温材料的品种、数量与设计要求相符。
7. 保温材料表面平整度、光洁度以及尺寸公差、容重、导热系数均符合设计要求。
8. 备足施工用各各种保温材料的品种机械、工具,主要施工工具如下:工具刀、老虎钳、尖嘴钳、手锯、钢直尺、角尺、圈尺、圆规等。
9.施工前做好各种技术交底;由技术人员向各施工班长交待清楚各部位使用保温材料、保护层材料及保温层结构、厚度等要求。
施工工艺
制作流程:
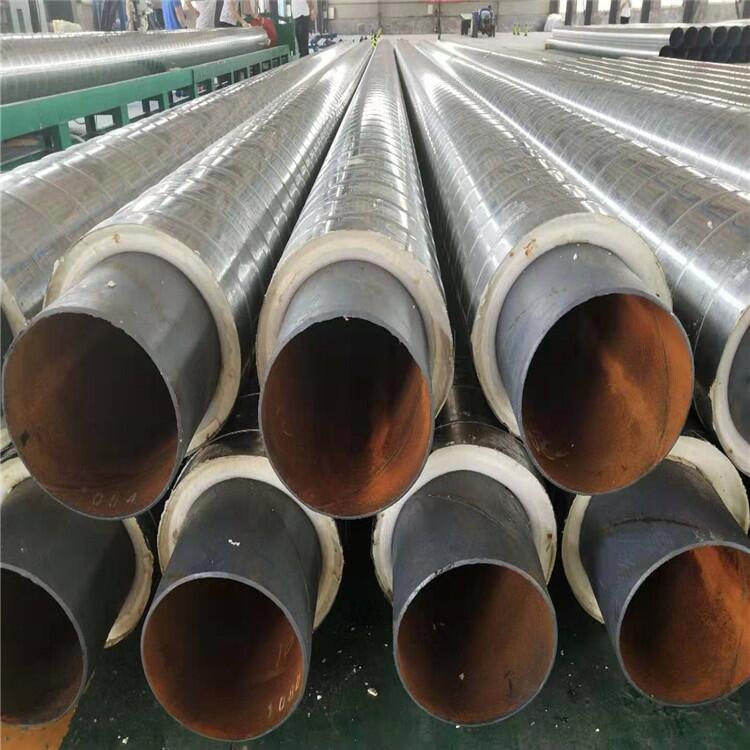
制作工艺,先生产出高密度聚乙烯外护层,然后在聚乙烯外护层与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的“两步法”。
制作流程:钢管除锈----聚氨酯发泡 ----成形----成品检测----入库。
伊春聚氨酯保温管多少钱——质量怎么样
聚氨酯保温钢管生产流程当中的一些细节有哪些呢?说到细节可能很多朋友就不了解了,很多人接触过这个行业,也知道现在主要的方法就是采用两步法来进行生产,而且两步法使得产品生产的过程大幅度的简化,从而提高了生产的效率,当然这种方法虽然说简单,但实际上细节方面要注意的都很多,如果这些细节没有把控好,就可能会导致产品生产质量方面无法满足条件要求。所以就来介绍一下在生产这种产品过程当中的一些细节性的问题。
聚氨酯保温钢管生产流程需要注意的细节很多,首先第1个细节方面的问题就是仔细的观察钢管,因为这个钢管必须要进行预先处理,这样才能够满足生产的要求,而细节处理方面的东西就比较多了,表面如果脏东西多,就要把这些脏东西清理干净,常见的脏东西就是灰尘或者是一些污垢,那么不管是什么样的灰尘或者污垢,通通都要弄干净,还有些钢管表面可能是生锈了,那么这些锈迹也要打磨处理干净,让这个钢管的表面可以达到预处理的状态,否则的话钢管表面没处理好,后就可能会影响到聚氨脂的发泡以及浇注处理。在发泡浇注的时候也要注意很多细节性的问题了,比如说保温层的厚度是多少呢?这就是要在发泡浇注之前必须要确认的,当然一般都有设计图纸或者设计模板,按照这个图纸或者模板来做基本上都是没有问题的。浇注处理时还要注意控制好细节,浇注的过程当中不能有缝隙,填充必须要严密,而且浇筑完毕之后要等待几十分钟,然后观察一下浇注是否符合要求。另外一个细节就是压力检测,因为通过压力检测可以发现浇注之后是不是有不严密的地方?如果有不严密的,比如说出现了漏气等问题,就需要把这些不严密的地方处理使其能够达到密闭性的要求。
工艺特点:
除锈
2、穿管及支架捆扎:
A.按芯管和保温层选定的HDPE外护管(产品符合设计要求或CJ/T114-2000标准)→穿管机V型槽。
B.除锈处理后的钢管→输管机→穿管机托辊输送段→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入V型槽上的HDPE外护管内直至芯管两端裸露部分均为15㎝或20㎝。
C.将符合芯管直径和保温层厚度的卡头(内涨或外卡)封堵在管道两端并将其锁紧(拉紧)。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
3、聚氨酯浇注:
调整高压发泡机的混合比为1:1.05→测定设备流量→设定浇注时间(投料量/流量)。在穿管完毕管道两端封堵后的HDPE外护管中间正上位置开浇注孔→将高压发泡机混合头的浇注嘴插入浇注孔→浇注→料空塞封堵浇注孔→熟化→拆卸卡头→检验→修正投料量→成品。
伊春聚氨酯保温管切刀法所反映的是曲折含蓄的笔调,而衢刀却是表达一种饱满矫健的韵味,这两种大相径庭的刻制方法,是鉴别孰真孰假的关键所在。另外,因为仿作边款在刻制方法上的差异,致使此一仿作再显败笔。收藏者有时会遇到这种情况,同一印章的印拓在不同时期的谱籍中出现,一方清晰工整,一方模糊不清。利用集谱的方法来夹嵌伪作的向来不少。如此,疑惑之心亦往往由此而生,害怕被作伪者的高超手段所骗。面对这种情况,除了冷静地观察此一印作的诸项创作要素外,重要的,是要细察由此形成的总体气息特征。
聚氨酯直埋保温管施工准备
1. 施工现场道路平整、畅通。
2. 施工现场水、电具备使用条件。
3. 施工操作人员技术培训合格持上岗。
4. 对已进入现场的各种施工机械进行必要的检查维修合适运行,确保状态良好。
5. 对施工文件及供货单位提供的技术文件等,应做到认真审核,发现问题及时处理。
6. 各种保温材料的品种、数量与设计要求相符。
7. 保温材料表面平整度、光洁度以及尺寸公差、容重、导热系数均符合设计要求。
8. 备足施工用各各种保温材料的品种机械、工具,主要施工工具如下:工具刀、老虎钳、尖嘴钳、手锯、钢直尺、角尺、圈尺、圆规等。
9.施工前做好各种技术交底;由技术人员向各施工班长交待清楚各部位使用保温材料、保护层材料及保温层结构、厚度等要求。
施工工艺
制作流程:
制作工艺,先生产出高密度聚乙烯外护层,然后在聚乙烯外护层与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的“两步法”。
制作流程:钢管除锈----聚氨酯发泡 ----成形----成品检测----入库。
伊春聚氨酯保温管多少钱——质量怎么样
在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息

最新供应
- 超大库存 安全可靠 1734-AENT 接触器 模块
- 操作灵活 调试方便 1734-ADN 处理器 冗余模块
- C3CONTROLS CAT#22POTO10K-TBW
- SEIKOM NLSW45-6 805020
- FUTURE DESIGN CONTROLS FDC9300-416601
- 美国MOOG穆格D661-4026全新原装
- 美国MOOG穆格D633-419B国外直采
- 美国MOOG穆格D633-501B特惠
- 美国MOOG穆格G761-3007B供应
- MOOG伺服阀D633-419B性能
- MOOG伺服阀D661-4020B技术参数
- 美国MOOG穆格D661-4056B特点
- MOOG伺服阀D661-4045B性能
- MOOG伺服阀D633-500B说明书
- MOOG伺服阀G761-3004B现货特价
推荐供应
