产品简介

详细说明
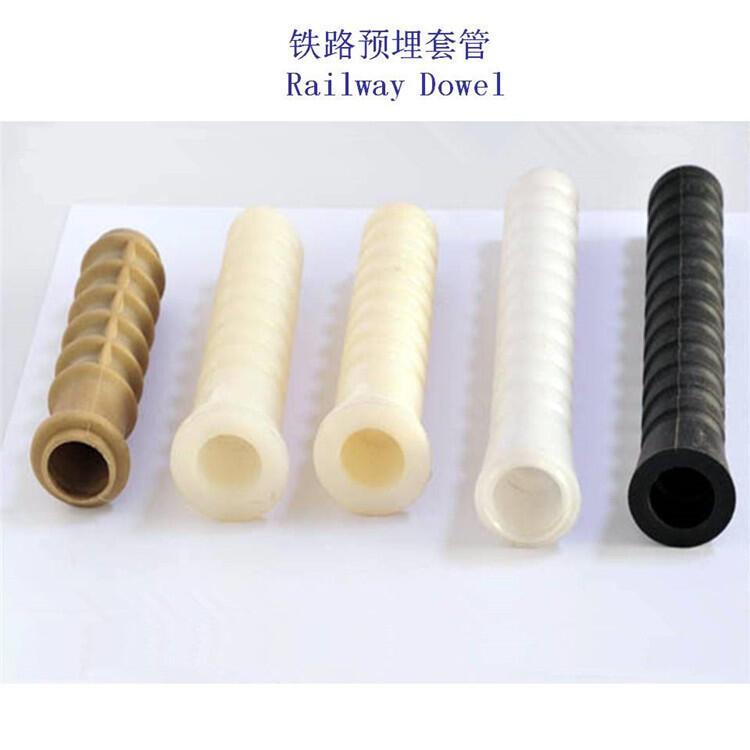
云南改性增强尼龙PA66道钉预埋套管制造工厂
侧架下平面至轨面高165mm注:完全压紧的弹簧垫圈不属于弹性部件
岔枕在运输、装卸和堆放时,应将螺栓旋入套管内,也可用木塞封住管口,以防套管内落入杂物。
侧架下平面至轨面高165mm注:完全压紧的弹簧垫圈不属于弹性部件
岔枕在运输、装卸和堆放时,应将螺栓旋入套管内,也可用木塞封住管口,以防套管内落入杂物。
扣件组装前,应将混凝土岔枕表面清扫干净,套管内应清洁无杂物,套管底部不能被杂物或泥土堵死,套管内应涂抹黄油以防螺栓锈蚀。
扣件组装时对一些不合适的配件要打磨修理,不得用锤硬打,以免损坏配件或损坏套管。
扣件组装时,螺栓扭力矩应控制在250~300N·m 。
扣件组装时,不得用加力棒等工具进行组装,以免产生加速力超过尼龙套管的承受力,而损坏套管,必须用扭力扳手进行组装。

磨耗板规格:转8A型为φ(196~205)mm×(4~6)mm,转D21型为(126~5)mm×(126~5)mm×(4~6)mm,材质为Q235给出了国外铁路钢轨扣件各种扣压件(弹片和弹条)前端的刚度特性,其中两段弹性变形的弹性扣压件性能良好

对于大型节点应分为初拧、复拧、终拧每组固定杆11之间均放置有连接板12,四个连接板12的两侧面分别与四组固定杆11相互靠近的一侧面固定连接,每个连接板12的上表面均开设有螺孔2,每个螺孔2的顶端均螺纹连接有螺钉1,支撑板本体20的上表面固定连接有两个相对称的固定块10,每个固定块10的上表面均放置有轨道,每组螺钉1顶端的底面分别与两个轨道底端的上表面相接触

轨道减振器扣件,该扣件由德国于1978年研制,1979年用于科隆地铁,因其外观呈蛋形,故称为科隆蛋扣件
昆山艾力克斯的铁路尼龙套管生产非常注重质量控制和管理。我公司生产及销售铁路尼龙套管的材料主要是尼龙PA66和塑料HDPE。我们的铁路尼龙套管生产完全按照ISO9001-2015质量体系来控制,我们还获得的铁路产品生产许可证。我们拥有的检测设备,以确保我们所有的螺栓产品品质,达到客户的要求。
昆山艾力克斯铁路配件有限公司是一家通过ISO9001/2015认证的公司。所有的流程都按照ISO质量管理体系的要求,从供应商的质量控制到成品,我们都是按照标准程序操作,对供应商我们有严格的质量控制系统。
在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息

最新供应
- 推送6181P-17TPXPSS库存更新全国发货
- 出售ESITRON电机
- Encorp Enpower 01.003.02000.2.0.4.0
- USHIO UEP2000-001,UV
- 推送Panel PP846A 操作屏科技兴国魅力科技
- Axcelis 11012250
- GE DS200SDCIG2A
- PNEUMAX气缸6100.25.50.B
- 推引3BSE050090R20 PFEA111-20新能源碳中和紧迫局势
- 出售DANLY导柱
- AMAT 0190-37537 SCR
- PHASETRONICS EZ3-48350-F
- 出售HIRSCHMANN模块
- 推引6SE7032-7ES87-2DC0新能源碳中和紧迫局势
- AMAT 0190-30332
推荐供应
