
云南钢轨扣板厂家
胀轨的原因,1、温度压力大:实际锁定轨温偏离设计锁定轨温范围;铺设进度影响;低温焊复钢轨造成锁定轨温偏低;冬季线路不均匀爬行,造成局部锁定轨温偏低;冬季超温超长作业,造成局部锁定轨温偏低。2、线路阻力小:线路设备状态不良;线路几何状态不良;线路维修作业的影响。道床横向阻力是防止线路胀轨跑道,保证线路稳定的主要因素。胀轨的防制措施,1、正确掌握铺轨的锁定轨温,不使其偏低。如不得不偏低,应来年进行应力放散,重新锁定,使锁定轨温符合设计值。2、低温焊复钢轨,应在焊复前将钢轨拉伸至原有长度。否则,来年也要放散应力,重新锁定,使锁定轨温符合设计值。3、提高线路维修质量,做到阻力均衡,以避免冬季的不均匀爬行。4、禁止超温、超长作业,根据轨温合理安排作业项目。5、保持线路几何状态良好不超限,尤其是方向。6、保持线路设备状态全面、经常良好。7、加强线路监视和位移观测,发现胀轨迹象,及时处理。
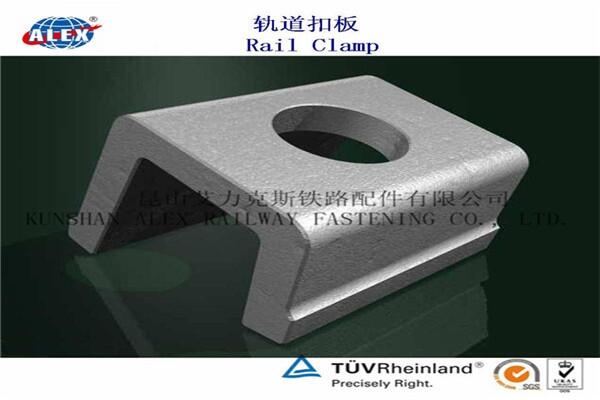

钢轨和轨下基础是不同材料的两种构件,它们之间的连接需要可靠、简单,但是要满足足够的扣压力、又要有一定的弹性。以保持轨距、组织钢轨相对于轨下基础的纵、横向位移。木枕依靠道钉、铁垫板与钢轨相连。砼轨枕与钢轨之间的饿连接则有不同的扣件形式可采用。


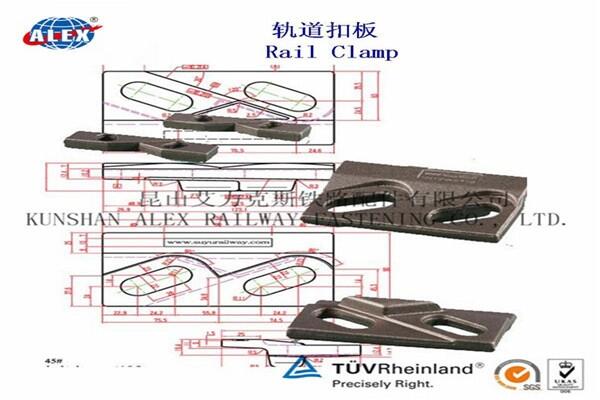
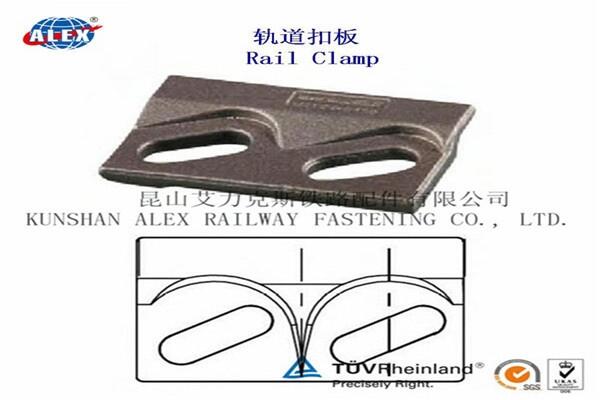
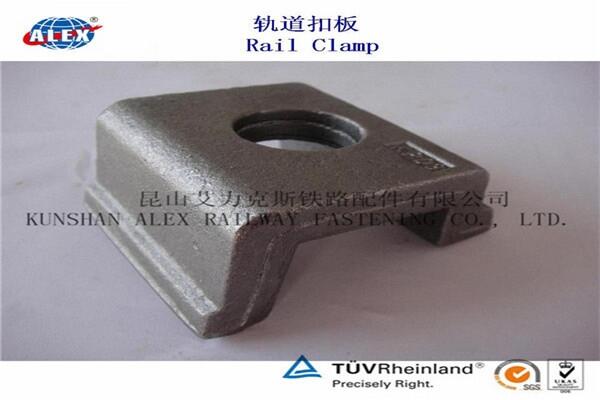
昆山艾力克斯铁路配件有限公司生产国内外标准各种轨道扣板压板,主要是模锻生产工艺和铸造生产工艺两种。根据客户不同的要求定制生产。
昆山艾力克斯的扣板扣件生产非常注重质量控制和管理。我们的扣板扣件生产完全按照料ISO9001-2008质量体系来控制,我们还获得中国的铁路产品生产许可证。我们拥有专业的检测设备,以确保我们所有的扣板扣件产品品质,达到客户的要求。
昆山艾力克斯铁路配件有限公司是一家通过ISO9001/2008认证的公司。所有的流程都按照ISO质量管理体系的要求,从供应商的质量控制到成品,我们都是按照标准程序操作,对供应商我们有严格的质量控制系统:
1、对原材料的检查和测试,我们要求供应商提供生产批号,化学成分,力学性能等检测指标。
2、我们的质量控制检验员在检测过程中采取样品抽样以及批量检测并且提供原材料材质证明书等手段进行控制。
3、根据产品的不同要求,我们做出相应的物理和化学测试和检验。如果结果不符合我们的要求,我们将拒绝接收,只有材料满足我们的标准才能接收。
4、对于生产的半成品及其外协厂商,我们经常组织质量控制协调会议,并提供技术技持和指导。在发货前保证合格的产品交付给我们的客户。
国家铁路正线上的道岔轨型,应于正线轨型一致,站线和地方铁路、专用线、铁路专用线上的道岔轨型,可用不小于与其连接的主要线的轨型。当道岔轨型与连接线路轨型不同时,道岔铺设时,道岔前后应各铺1节长度不小于6.25米与道岔同型的钢轨,在困难情况下,长度可减小到4.5米。
目前公司拥有120多套生产和检测设备,其中设备主要有25吨~2500吨的压力机(冲床)共计27台,滚丝机6台,注塑机10台,硫化机15台,铸造生产线3条,网带式热处理生产线3条。公司设计产能为:螺栓道钉年产能是15000吨、弹条1000万件、铸造件5000吨、注塑件1000吨、硫化橡胶垫板1500吨,锻造件5000吨。热处理能力5000吨、模具及配件50吨。公司拥有一支技术研发、质量管理、生产控制、售后服务的精英员工队伍,团队拥有二十多年的扣件生产和管理经验。
云南钢轨扣板厂家

- TEL 东京电子 SLAM 杯套件 RT Clean Track ACT12
- TEL Tokyo Electron IRAM 气动歧管接口块
- TEL,东京电子 TEB102-1/NASS
- MP 2L87-100184-11
- TEL TOKYO ELECTRON 5040-000242-11
- 2110-369191-11 / 管道 11A SUS316
- DS1110-333-11 / FORK,QTZ
- ES1D05-300188-12
- TEL 东京 Electron CT1380-000448-11
- TEL Tokyo Electron 3281-000011-1 PCB
- TEL 东京电子电源供应 3D80-001488-V4
- 全新 TEL TOKYO CT5087-408413-11 5087-408413-1
- ✅ TEL TOKYO 电子板潜水 A2ZOS 2L10-150860-V1
- TEL Tokyo Electron 5010-322402-13
- Tel (Tokyo Electron) 30000905
