
伯乐NIBAS 7020-IG镍基合金焊丝ERNiCr-3价格
奥地利伯乐B HLER FOX NiCr 625焊材ENiCrMo-3镍合金焊条
分类
EN ISO 14172 AWS A5.11
E Ni 6625 (NiCr22Mo9Nb) ENiCrMo-3
典型应用的特点和典型应用领域
用于焊接镍基合金625和825以及具有高钼含量的CrNiMo钢(例如“6%Mo”钢)的合金的基本电极,芯线。也推荐用于高温耐蠕变钢,耐热和低温材料,异种接头和低合金问题钢。适用于-196�C至 550�C的压力容器制造,否则抗结垢电阻温度为 1200�C(无S气氛)。由于在600 - 850�C之间的焊缝金属脆化,应避免此温度范围。高抗裂纹。此外,在高温下或在相异连接的热处理期间的C扩散大大减少。非常耐应力腐蚀开裂和点蚀(PREN 52)。C钢和奥氏体CrNi(Mo)钢之间的热耐冲击,完全奥氏体,低热膨胀系数。除了垂直向下,容易炉渣去除,对孔隙率的高抗性。电极和焊缝金属满足最高的质量要求。
直径 (mm) 长度 (mm) 电流(A)
2.5 250 40-60
3.2 300 65-95
4.0 350 90-120
|
418焊丝(ERNiCu-7) ERNiCu-7(Monel 400焊丝,Monel 60,60焊丝,镍铜合金焊丝,蒙乃尔焊丝,418焊丝)主要用于用钨极惰性气体保护焊、熔化极气体保护焊和埋弧焊等方法焊接MONEL400合金、R404合金以及K-500合金,也可用于熔化极气体保护焊和埋弧焊进行钢材的表面堆焊。 |
产品详情
相关产品
购买咨询
|
标准 |
||||||||||||||||||||||||||||||||||
|
|
AWS 5.14 ERNiCu-7 |
|||||||||||||||||||||||||||||||||
|
|
|
|||||||||||||||||||||||||||||||||
|
特性 |
||||||||||||||||||||||||||||||||||
|
|
|
|||||||||||||||||||||||||||||||||
|
|
|
|||||||||||||||||||||||||||||||||
|
可供应规格 |
||||||||||||||||||||||||||||||||||
|
· 直径:3.2mm · 直径:2.4mm · 直径:2.0mm · 直径:1.6mm · 直径:1.2mm · 直径:1.0mm · 直径:0.9mm |
||||||||||||||||||||||||||||||||||
镍基焊丝是一种耐腐蚀金属材料。用于镍铬钼合金自身的焊接,或镍铬钼合金和钢及大多数其它镍基合金的焊接及堆焊。
不锈钢焊条
GB / ( AWS ) 型号 药皮类型 电源 主要用途
E410-15 / (E410-15) G217 低氢钠型 DC 用于焊接0Cr13、1Cr13、2Cr13不锈钢结构,如汽轮机叶片的补焊及
对接,也可用作腐蚀,耐磨的表面堆焊。
E308L-16 / (E308L-16) A002 钛钙型 焊接超低碳Cr19Ni11、0Cr19Ni10不锈钢结构,如合成纤维、石油设备。
E316L-16 / (E316L-16) A022 钛钙型 焊接尿素集合成纤维设备。
E309HoL-16 A042 钛钙型 焊接尿素合成塔中衬里板(AISI316L)及堆焊和同类型超低碳不锈钢。
E308-16 / (E308-16) A102 钛钙型 AC/DC 焊接工作温度在300℃的耐腐蚀 0Cr19Ni9、0Cr19Ni11Ti的不锈钢结构。
E308-15 / (E308-15) A107 低氢钠型 焊接工作温度在300℃的耐腐蚀的 Cr19Ni9的不锈钢结构。
E347-16 / (E347-16) A132 钛钙型 AC/DC 用于焊接重要的耐腐蚀含钛稳定的 0Cr19Ni11Ti型不锈钢结构。
E347-15 / (E347-15) A137 低氢钠型 DC 用于焊接重要的耐腐蚀含钛稳定的 0Cr19Ni11Ti型不锈钢结构。
E316-16 / (E316-16) A202 钛钙型 AC/DC 用于焊接在有机和无机酸(非氧化性酸)介质中工作的0Cr18Ni12Mo2
不锈钢或作为异种钢焊接。
E309-16 / (E309-16) A302 钛钙型 AC/DC 用于焊接相同类型的不锈钢,不锈钢衬里,异种钢(Cr19Ni9同低碳钢)
以及高铬钢和高锰钢。
E309-15 / (E309-15) A307 低氢钠型 DC 用于焊接相同类型的不锈钢,不锈钢衬里,异种钢以及高铬钢和高锰钢。
E309Mo-16 A312 钛钙型 AC/DC 用于焊接耐硫酸介质(硫氨)腐蚀的同类型不锈钢容器,也可作不锈
(E309Mo-16) 钢衬里,复合钢板,异种钢的焊接。
E310-16 / (E310-16) A402 钛钙型 AC/DC 高温条件下工作的同类型耐热不锈钢焊接,也可用于硬化性大的铬钢
(Cr5Mo、Cr9Mo、Cr13、Cr28)及异种钢焊接。
E310-15 / (E310-15) A407 低氢钠型 DC 用于同类型耐热不锈钢,不锈钢衬里及各种异种钢焊接,也可用于硬
化性大的(Cr5Mo、Cr9Mo、Cr13、Cr28)结构。
E16-25MoN-15 A507 低氢钠型 DC 焊接呈淬火状态下的低合金钢、中合金钢、异种钢及刚性较大的结构
及相应的热强钢,如淬火状态下的30CrMnSi。
T91进口焊条批发型号 AWS 主要用途
Phoenix SH Schwarz 3K Ni E9018-G 适用于15NiCuMoNb5(WB36),镍钼低合金高强钢,化工压力容器,大型电站锅
炉汽包、高压容器和蒸汽管道的焊接。
Phoenix SH Schwarz 3K E7015-G 适用于15NiCuMoNb5(WB36),低合金高强度钢,16Mo3锅炉用钢,大型电站锅炉
高压容器和蒸汽管道的焊接。
Phoenix Chromo 1 E8018-B2 适用于1Cr-0.5Mo低合金耐热钢,化工容器耐热钢,大型电站锅炉耐热钢,高
温蒸汽管道的焊接。
Phoenix SH KUPFER 1K E8018-B2 适用于低合金铬钼钢、低温钢、调质钢及无裂纹钢的焊接。
Phoenix SH Chromo 2KS E9015-B3 适用于2.25Cr-1Mo低合金耐热钢,电站锅炉过热器,蒸汽管道等的焊接。
THERMANIT P23 E9018-G 适于焊接T23、P23钢管焊接。
THERMANIT P24 E9018-G 适用于焊接7CrMoVTiB10-10、P24耐热钢。
THERMANIT Chromo 9V E9015-B9 适于焊接9%Cr调质钢、T91、P91耐高温抗蠕变钢。
THERMANIT Chromo T91 E9018-B9 适于焊接改进型铬钼耐热钢,T91、P91耐高温抗蠕变钢。
THERMANIT MTS 616 E9015-G 适用于调质处理9%铬耐热钢的焊接和堆焊,特别适用于T92、P92耐热钢焊接。
NICRO 182 ENiCrFe-3 适用于In cone l 600,Nimonic 75合金等,镍基合金与低碳钢,低合金钢与不
锈钢的异材焊接,低温用3%Ni钢和5%Ni钢的焊接。
625 ENiCrMo-3 适用于In c o n e l 625,Inconel 800H,Inconel 825等,低温用9%Ni钢的焊接。
德国进口P92耐热钢管道焊丝E8015-B6焊条,总代理ER80S-G 用于常规热电站、核能动力装置、石油精制、加氢裂化设备、合成化工容器等结构的焊接。如1.25Cr-0.5
Mo-0.2V类的壁管温度为550以下的锅炉受热面管子、蒸汽参数为510的高中压蒸汽管道、汽轮机。
ER80S-B2 适用于焊接工作在520以下的15CrMoR(HIC)等纯净度和力学性能要求高的耐热钢,如锅炉管道、高压容器、
石化装备。
ER80C-B2 用于平焊和平角的单道或多道焊,熔敷金属具有高抗拉强度及优异的耐高温蠕变性能,主要使用于工作温度在400
左右的管路与压力容器等的焊接。
ER90S-G 用于常规热电站、石油化工设备等结构的焊接,如2.25Cr1Mo(T/P22、15Cr2Mo1等)类的工作温度在
580以下的锅炉受热面管子、蒸气管道、汽轮机等,以及诸如ZG15Cr2Mo1汽轮机铸钢缸体的补焊等。
ER90S-B3 主要用于工作温度在550以下高温高压管道、高温合成化工机械、石油裂化设备等。
ER80S-B6 H1Cr5Mo是珠光体耐热钢用镀铜焊丝。具有优良的焊接工艺性能,电弧稳定,焊接飞溅少,焊缝成形美观,优良的
综合机械性能。用于Cr5Mo类珠光体耐热钢的焊接。
ER80S-B8 用于炼油厂、火电厂锅炉过热器、热交换器管道和压力容器.
ER90S-B9 马氏体耐热钢焊丝,用于工作在500-625的T/P91钢,如锅炉的过热器及主蒸汽管道等部位。
克罗伊ERNiCrFe-3 焊丝代理商镍基焊丝 纯镍基合金焊丝
ENi-1 焊接 200, 201 镍合金以及镀镍钢板;钢与镍异种材料间的焊接;钢的表面堆焊。
ENiCu-7 MONEL 400 合金自身的焊接;以及 MONEL 400 合金与钢的焊接;用于钢的表面堆焊。
ERNiCu-7 MONEL 400 合金自身的焊接,以及 MONEL 400 合金与钢的焊接;用埋弧焊方法对钢的表面进行堆焊; ( 其缓冲层填充材料 61 合金需用手工电弧焊方法熔敷 )
ENiCrFe-2 抗蠕变接头的焊接、异种材料焊接;马氏体钢、铁素体钢和高镍合金的焊接,含镍 9 %合金钢焊接 ENiCrFe-3 INCONEL600 、 601 合金和 INCOLOY800 合金自身以及和它们与碳钢或不锈钢之间的焊接;钢的表面堆焊
ERNiCr-4 焊接 INCONEL671 、 690 合金,用于表面堆焊 ERNiCrMo-3 INCONEL625 、 INCOLOY825 、 INCO25-6Mo 以及 MONEL400 合金的焊接;镍基合金与不锈钢异种材料间的焊接;表面堆焊
ERNiCrMo-4 INCO C-276 及其它 Ni-Cr-Mo 耐腐蚀合金的焊接;表面堆焊合金钢的焊接、钢的表面堆焊
ENiCrMo-10 INCONEL622 及其它 Ni-Cr-Mo 耐腐蚀合金的焊接;表面堆焊合金钢、双相钢、超高强度双相钢、超高强度奥氏体不锈钢的焊接;钢的表面堆焊
ENiCrCoMo-1 抗蠕变接头的焊接; INCONEL617 、 INCOLOY800 、 800H 、 800HT 、 HP45 合金以及其它耐热铸造合金自身及它们之间的焊接,接头工作温度可达 2100OF
ERNiCrCoMo-1 抗蠕变接头的焊接; INCONEL617 、 INCOLOY800 、 800H 、 800HT 、 803 和 HP45 合金以及其它耐热铸造合金自身及它们之间的焊接,接头工作温度可达 2100oF.
瑞典伊萨OK 92.45/EniCrMo-3镍基合金焊条代理ERNiCrMo-3镍基合金焊丝AWS A5. 14 ERNiCrMo-3
说明: ERNiCrMo-3 是一种镍基合金焊丝,化学成分代号
NiCr22Mo9Nb。其具有优良的焊接工艺性能,焊缝成型美观,熔敷金属具有优良的综合机械性能。
用途:主要用于镍基合金及异种钢的焊接。
本公司长期代理申力、电力、大西洋、京群京雷、金桥、天泰、林肯、伊萨、阿维斯塔、蒂森、泰克罗伊、牛津、沙福、 曼彻特、UTP、奥林康等(各种型号品牌焊材),欢迎广大新老客户咨询订购进口瑞典伊萨OK 78.16/E9018-G耐热钢焊条瑞典伊萨焊条成都区域销售低合金钢是指bai合金元素总量du小于5%的合金钢。低合金钢是相对于碳钢而言zhi的,是在dao碳钢的基础上,为了改善钢的性能,而有意向钢中加入一种或几种合金元素。加入的合金量超过碳钢正常生产方法所具有的一般含量时,称这种钢为合金钢。当合金总量低于5%时称为低合金钢,普通合金钢一般在3.5%以下,合金含量在5-10%之间称为中合金钢,大于10%的称为高合金钢。 低合金钢性能: 1、强度 钢结构件的屈服点决定了结构所能承受的不发生永久变形的应力。典型碳素结构钢的最小屈服点为235MPa。而典型低合金高强度钢的最小屈服点为345MPa。因此,根据其屈服点的比例关系,低合金高强度钢的使用允许应力比碳素结构钢高1.4倍。 与碳素结构钢相比,使用低合金高强度钢可以减小结构件的尺寸,使重量减轻。 日本WEL TIG焊丝 型号说明镍及镍合金MIG焊焊丝
日本WEL TIG焊丝 型号说明镍及镍合金MIG焊焊丝
牌号 相当规格 主要用途 页
JIS AWS
WEL MIG Ni-1
WEL MIG MOCU-7
WEL MIG 82
WEL MIG 92
WEL MIG 625 Y Ni-1
Y NiCu-7
Y NiCr-3
Y NiCrFe-6
Y NiCrMo-3 ER Ni-1
ER NiCu-7
ER NiCr-3
ER NiCrFe-6
ER NiCrMo-3 用于镍
用于蒙乃尔合金
用于因科镍
用于因科镍
用于因科镍 258
258
258
258
258
铜及铜合金MIG焊焊丝
牌号 相当规格 主要用途 页
JIS AWS
WEL MIG Cu
WEL MIG EP35
WEL MIG EP35N
WEL MIG Cu-90
WEL MIG Cu-70
WEL MIG CuAl-A2 Y Cu
—
—
Y CuNi-1
Y CuNi-3
Y CuAl ER Cu
ER CuSi-A
ER CuSi-A
—
ER CuNi
ER CuAl-A2 用于纯铜
用于MIG钎焊
用于MIG钎焊
用于90Cu-10Ni铜镍
用于70Cu-30Ni铜镍
用于铝青铜 262
258
258
258
258
262
铝及铝合金MIG焊丝
牌号 相当规格 主要用途 页
JIS AWS
WEL MIG A1100-WY
WEL MIG A4043-WY
WEL MIG A5356-WY
WEL MIG A5183-WY A 1100-WY
A 4043-WY
A 5356-WY
A 5183-WY ER 1100
ER 4043
ER 5356
ER 5183 用于纯铝
用于Al-Si合金
用于Al-Mg合金
用于Al-Mg-Mn合金 260
260
260
260
日本神钢CMA-96耐热钢焊条
|
弘昇焊材型号 |
AWS |
主要用途 |
|
LB-52 |
E7016 |
用于大型结构的对接焊及角焊。 |
|
LB-52U |
E7016 |
用于管道的单面焊接。使用较小电流单面焊接时,电弧稳定性非常好。 |
|
LB-52NS |
E7016-G |
焊缝金属在-30℃下具有良好的CTOD性能,在-60℃下有较高冲击韧性。 |
|
LB-62 |
E9016-G |
用于550-610MPa级高强度钢的对接焊和角焊。 |
|
LB-62UL |
E9016-G |
用于550-610MPa级高强度钢的对接焊和角焊,该焊条为超低氢型具有优良的抗裂性能。 |
|
LBW-52 |
E7016-G |
用于耐大气腐蚀钢的对接焊及角焊。 |
|
LB-106 |
E10016-G |
用于焊接690MPa级高强度钢。 |
|
LB-116 |
E11016-G |
用于焊接780MPa级高强度钢。 |
|
NB-ISJ |
E8016-G |
用于低温钢的对接焊及角焊。适于550MPa级高强度钢,推荐采用交流电。 |
适合焊接含22%Cr的双相不锈钢,如UNS S31803(Alloy 2205)。
焊道化学成份之一例(wt%):
|
C |
Mn |
Si |
Cr |
Mo |
|
0.012 |
1.67 |
0.44 |
22.6 |
3.21 |
焊道机械性质之一例:
|
屈服强度 MPa |
抗拉强度 MPa |
伸长率 (%) |
冲击值-29℃ J |
|
- |
75 |
25 |
- |
低合金钢焊条: J507R J507GR J507GRHJ507RHJ507NiTiBJ507HIC J507SH J557MoV J607Ni J607RH J607Fe J707G 707Ni J707RH807GJ807RHJ857Cr J907Cr J907G J107 107Cr J107G
钼及鉻钼耐热钢焊条:R107 R207 R307R317 R327 R337 R347 R407R507R707 R807 R817 R307L R317L R407L
低温钢焊条: W607 W607HW707Ni W907Ni W107 W107NiW406Fe
不锈钢焊条: G202 G207 G217G242 G247 G257 G267 G302G307 G357 G357M G367 367M G200 M520BM831A M837A A002A002A A002Nb 347L A002022L A032 2209-16 A042 A052 A062 309LA072 A082 A102 A102AA107 A132 A137 A14219-9-6 A146 A172 A202 A207 A212 A222A232 A237 A242 A257 A302A307 A312 A317A402 A407 A412 A422 A427 A432 A502 A507A607
耐磨堆焊焊条: D107 D112 D127D132 D146 D156 D167 D172D207 D212 D227 D237 D246 D256 D266 D276D307 D317A D322D327A D337 D386 D397D406 D417 D507 D507Mo D512 D516M D516MAD517 D547Mo D557D577 D608 D618 D628D632 D638 D642 D646 D658 D667 D687 D688D698 D707 D707A D708AD802 D812 D822D842 D900 D58 G207D D856
铸铁焊条:Z116Z117 Z208Z248 Z308 Z408 Z508
镍及镍合金焊条:Ni102Ni202 Ni207Ni307 Ni317 Ni327 Ni337Ni347 Ni357 Ni307B 103 105
铜及铜合金焊条:T107T207 T227 237T307

ENiCrCoMo-1美国泰克罗伊镍基焊条从事研制开发、生产销售电焊条、耐磨焊条、碳化钨耐磨焊条、铸造碳化钨气焊条、不锈钢焊条、不锈钢焊丝、模具焊条、模具氩弧焊丝、激光焊丝、堆焊焊条、铸铁焊条、合金焊条等各种特种焊接材料。它们在钢铁、冶金、塑机、建筑砼泵及搅拌机、模具、水泥、砖瓦、木炭、电力、矿山、石油化工、机械制造、煤炭、建材、军工、铁路、粮食饲料等行业中得到了广泛应用。 我厂依靠优良的配方及独特的堆焊新工艺有效地解决了各种机械设备的焊接难题。 此外,本厂还承接各种堆焊、修复业务及焊接技术、焊条配方咨询服务,并可根据用户需要研制各类特殊焊材产品,我厂以先进可靠的技术为根本,以不断创新为宗旨,以客户需求为引导,一贯重视高新技术产品开发,在耐磨、耐蚀、抗冲击、抗温、铸铁等材料领域不断探索和开发新产品,提升产品档次,力求为用户提供稳定可靠的产品与周到细致的服务。镍基合金焊条:
Tech-Rod 55 ENiFe-CI
Tech-Rod 122 ENiCrMo-10 INCONEL622及其它Ni-Cr-Mo耐腐蚀合金的焊接;表面堆焊合金钢、双相钢、超高强度双相钢、超高强度奥氏体不锈钢的焊接;钢的表面堆焊
Tech-Rod 187 ECuNi
Tech-Rod 99 ENi-CI
Tech-Rod 135 AWS无对应
Tech-Rod 190 ENiCu-7
Tech-Rod 112 ENiCrMo-3 INCONEL625、INCOLOY825、INCO25-6Mo以及MONEL400合金的焊接;镍基合金与不锈钢异种材料间的焊接;表面堆焊
Tech-Rod 141 ENi-1 ERNi-1焊接200, 201镍合金以及镀镍钢板;钢与镍异种材料间的焊接;钢的表面堆焊。
Tech-Rod 276 ENiCrMo-4 NCO C-276及其它Ni-Cr-Mo耐腐蚀合金的焊接;表面堆焊合金钢的焊接、钢的表面堆焊
Tech-Rod 117 ENiCrCoMo-1抗蠕变接头的焊接;INCONEL617、INCOLOY800、800H、800HT、HP45合金以及其它耐热铸造合金自身及它们之间的焊接,接头工作温度可达2100OF
Tech-Rod 182 ENiCrFe-3 INCONEL600、601合金和INCOLOY800合金自身以及和它们与碳钢或不锈钢之间的焊接;钢的表面堆焊
Tech-Rod Weld A ENiCrFe-2抗蠕变接头的焊接、异种材料焊接;马氏体钢、铁素体钢和高镍合金的焊接,含镍9%合金钢焊接
 N 29-9 特殊钢堆焊;接合使用
N 29-9 特殊钢堆焊;接合使用
特性 N29-9为添加特殊元素高氧化性钛型焊条,操作性能极好,熔敷金属为以Fe,Ni,Cr为主要元素的双层组织,焊后具有硬度低,高强度、高韧性等特点。耐酸化氧化性能优良,同时又有耐热、耐腐蚀、耐冲击磨耗等特点;适用于特殊材料的修补、堆焊;或者堆焊的衬焊使用
用途 铸钢的焊接;耐腐蚀、耐热堆焊;耐冲击磨耗;工具钢;冲压模;高低压铸造模;塑胶模等高裂性的材料的焊接和衬焊
操作要领 为防止裂纹,尽量使用低电流,过大电流会引起烧棒;高合金钢特种钢200℃以上预热;
摆焊幅度在棒径2.5倍左右;使用前250℃烘干
技术参数 抗拉强度 804N/mm2 伸长20.5% 硬度 260 Hv 22HrC
BK-60S SUH-3模具堆焊DMG-150 铸铁修补接合使用焊条(双重芯)日亚焊条
BK-50SF/52SF/53SF/54SF/55SF/G241 铸铁直接堆焊用
NH-10S 铸铁直接堆缘焊日亚焊条
45Ti 焊条BK-46F 重冲击磨耗/热作日亚焊条
BK-60S模具堆焊焊条SUH-3耐热钢日亚焊条
BKR-90H/BKR-90 重冲击磨耗焊条(高速钢焊条)日亚焊条
BK-660S 模具堆焊焊条日亚焊条
HM-5R 各种模具堆焊焊条日亚焊条
NST-6R 耐热耐腐蚀耐磨耗焊条日亚焊条
日本日亚焊条、焊丝铸铁型面用及堆焊焊条日亚焊条
DMA-100 铸铁修补接合使用日亚焊条
DMG-150 铸铁修补接合使用焊条(双重芯)日亚焊条
N 29-9 特殊钢堆焊;接合使用日亚焊条
BK-50SF/52SF/53SF/54SF/55SF/G241 铸铁直接堆焊用
GM241的堆焊。日亚焊条
NH-10S 铸铁直接堆缘焊日亚焊条
NCS-R 纯铜、硅青铜用日亚焊条
45Ti 焊条BK-46F 重冲击磨耗/热作日亚焊条
BK-47F 锻造模具焊条日亚焊条
BK-60S模具堆焊焊条SUH-3耐热钢日亚焊条
 销售PP-R317电力牌E5515-B2耐热钢电焊条
销售PP-R317电力牌E5515-B2耐热钢电焊条
低合金钢焊条
|
型号 |
AWS |
熔敷金属化学成分(%) |
熔敷金属机械性能 |
用 途 |
||||||||||||
|
C |
MN |
Si |
S |
P |
Cr |
Ni |
Mo |
V |
R m |
REI或Rp0.2 |
A |
A KV |
PWHT |
|||
|
E5015-G |
E7015-G |
- |
≥1.00 |
≥0.80 |
- |
- |
- |
≥0.50 |
- |
- |
≥490 |
≥410 |
≥25 |
-40℃ ≥54 |
620℃×1h |
用于冲击韧性有更高要求的压力容器用低合金钢的焊接 |
|
E6015-G |
E9015-G |
- |
≥1.00 |
≥0.80 |
- |
- |
- |
≥0.50 |
≥0.20 |
- |
≥590 |
≥490 |
≥17 |
-50℃≥27 |
620℃×1h |
用于大型石油储罐的焊接 |
|
E5515-C1 |
E8015-C1 |
≤0.12 |
≤1.25 |
≤0.60 |
≤0.035 |
≤0.035 |
- |
2.0-2.75 |
- |
- |
≥540 |
≥440 |
≥17 |
-70℃≥27 |
620℃×1h |
用于-70℃低温下2.5%Ni钢的焊接 |
|
E5018-A1 |
E7018-A1 |
≤0.12 |
≤0.90 |
≤0.80 |
≤0.020 |
≤0.030 |
— |
— |
0.40-0.65 |
— |
≥490 |
≥410 |
≥25 |
常温≥27 |
620℃×1h |
用于工作温度510℃以下的珠光体耐热钢焊接 |
|
E5515-B2 |
- |
0.05-0.12 |
≤0.90 |
≤0.60 |
≤0.020 |
≤0.030 |
0.80-1.50 |
— |
0.40-0.65 |
— |
≥550 |
≥460 |
≥19 |
常温≥27 |
690℃×1h |
用于工作温度520℃以下的珠光体耐热钢焊接 |
|
E5515-B2 |
- |
0.05-0.12 |
≤0.90 |
≤0.60 |
≤0.020 |
≤0.030 |
0.80-1.50 |
— |
0.40-0.65 |
— |
≥550 |
≥460 |
≥19 |
-10℃ -30℃ |
690℃×8h |
适用于焊接工作在520℃以下的15CrMoR(HIC)等纯净度和力学性能要求高的耐热钢,如锅炉管道、高压容器、石油精炼设备等,也可用来焊接30CrMnSi铸钢 |
|
E5518-B2 |
E8018-B2 |
0.05-0.12 |
≤0.90 |
≤0.80 |
≤0.020 |
≤0.030 |
0.80-1.5 |
— |
0.40-0.65 |
— |
≥540 |
≥440 |
≥19 |
常温≥27 |
690℃×1h |
用于工作温度520℃以下的1%铬,0.5%钼低合金钢焊接 |
|
E5515-B2-V |
— |
0.05-0.12 |
≤0.90 |
≤0.60 |
≤0.020 |
≤0.030 |
0.8-1.5 |
— |
0.40-0.65 |
0.10-0.35 |
≥540 |
≥440 |
≥17 |
常温≥27 |
730℃×2h |
用于工作温度540℃以下的珠光体耐热钢焊接 |
|
E6015-B3 |
E9015-B3 |
0.05-0.12 |
≤0.90 |
≤0.60 |
≤0.020 |
≤0.030 |
2.00-2.50 |
— |
0.90-1.20 |
— |
≥590 |
≥490 |
≥17 |
常温≥27 |
690℃×1h |
用于Cr2.25Mo珠光体耐热钢焊接 |
|
E6018-B3 |
E9018-B3 |
0.05-0.12 |
≤0.90 |
≤0.80 |
≤0.020 |
≤0.030 |
2.00-2.50 |
— |
0.90-1.20 |
— |
≥590 |
≥490 |
≥17 |
常温≥27 |
690℃×1h |
用于Cr2.25Mo珠光体耐热钢焊接 |
符合 GB/T 5118 E6215-2C1M
AWS A5.5 E9015-B3
ISO 3580-B-E6215-2C1M
说明:
R407是
E9015-B3耐热钢电焊条低氢钠型药皮的含Cr2.5%-Mo1%的珠光体耐热钢焊条,直流反接,可全位置焊接。焊件应根据结构特点进行适当的预热及焊后热处理。
用途:
用于焊接Cr2.5Mo类珠光体耐热钢结构。如550℃以下工作的高温高压管道,合成化工设备,石油裂化设备等。
熔敷金属化学成分(%)
|
|
C |
Mn |
Si |
S |
P |
Cr |
Mo |
|
保证值 |
0.05~0.12 |
≤0.90 |
≤1.00 |
≤0.030 |
≤0.030 |
2.00~2.50 |
0.90~1.20 |
|
例值 |
0.064 |
0.67 |
0.38 |
0.006 |
0.016 |
2.15 |
1.00 |
熔敷金属力学性能(675~705℃×1h)
|
试验项目 |
Rm(N/mm2) |
ReL/Rp0.2(N/mm2) |
A(%) |
|
保证值 |
≥620 |
≥530 |
≥15 |
|
例值 |
670 |
580 |
21 |
X射线探伤要求
I级
参考电流 (DC+)
|
焊条直径(mm) |
φ2.5 |
φ3.2 |
φ4.0 |
φ5.0 |
|
焊接电流(A) |
60~90 |
90~120 |
140~180 |
170~210 |
注意事项:
⒈焊前焊条须经过350℃左右烘焙1h,随烘随用。
⒉焊前必须焊件铁锈、油污、水分等杂质。
电力PP-R507焊条-R507耐热钢焊条价格
PP-R507是低氢钠型药皮含Cr5.0%-Mo0.5%-V的耐热钢焊条,具有高温抗氢侵 蚀性能。采用直流反接,短弧操作,可进行全位置焊接。焊前焊件预热至300~400℃,并保持该层间温度。焊后需经高温回火处理。
|
熔敷金属化学成分(%)
注:*元素含量为NB/T 47018所要求。
熔敷金属力学性能(焊后750℃±10℃×4h回火处理)
注:*数值为NB/T 47018所要求。
X射线探伤:Ⅰ级。
药皮含水量或熔敷金属扩散氢含量:≤0.20 %或≤10.0mL/100g(水银法)。
参考电流
注意事项: 1. 焊前焊条须经350℃烘焙1小时,随烘随用。 2. 焊前必须对焊件铁锈、油污、水分等杂质。 |
品名:
PP-J507RH是低氢钠型药皮的高韧性超低氢焊条,工艺性能较好。焊缝具有良好的塑性、低温韧性和抗裂性能。采用直流反接,可进行全位置焊接。
适用于海洋平台、压力容器、高压管道、锅炉、桥梁及其他低合金钢重要结构的焊,如EH36(E36)、09MnD、16MnDR、15MnNiDR、20MnMoD等。
熔敷金属化学成分(%)
元素
C
Mn
Si
Ni
Mo
S
P
标准值
≤0.10
≤1.60
≤0.50
0.35~0.80
≤0.30
≤0.015
≤0.025
例值
0.066
1.10
0.28
0.65
0.12
0.008
0.012
熔敷金属力学性能(焊态)
试验项目
抗拉强度
Rm / MPa
屈服强度
ReL或Rp0.2 / MPa
伸长率
A / %
-40℃冲击吸收功
AKV / J
标准值
490~610*
≥400
≥20
≥54*
例值
540
450
32
160
注:*数值为NB/T 47018所要求。
X射线探伤:Ⅰ级。
药皮含水量或熔敷金属扩散氢含量:
≤0.10%或≤5.0mL/100g(色谱法或水银法)或≤2.0mL/100g(甘油法)。
参考电流
焊条直径 / mm
3.2
4.0
5.0
焊接电流 / A
90~120
130~170
170~210
注意事项:
1. 焊前焊条须经350℃~400℃烘焙1~2小时,建议放入100~150℃保温筒内随用随取。
2. 焊前必须对焊件清除铁锈、油污、水分等杂质。
3. 焊接时须用短弧操作,以窄道焊为宜。
PP-H10MnSi是镀铜埋弧焊丝,与低锰、硅的焊剂相匹配,焊接工艺性能优良,电弧燃烧稳定、脱渣容易,焊缝成型美观
与熔炼焊剂HJ330、HJ360、HJ431或烧结焊剂SJ101等相配合,可用于焊接锅炉、压力容器、桥梁、船舶等相应强度等级的合金钢结构。
焊丝化学成分(%):
元素
C
Mn
Si
S
P
Cr
Ni
Cu
标准值
≤0.14
0.80~1.10
0.60~0.90
≤0.035
≤0.015*
≤0.035
≤0.025*
≤0.20
≤0.30
≤0.20
例值
0.076
0.97
0.68
0.013
0.018
0.02
0.02
0.06
注: *元素含量为NB/T 47018所要求。
熔敷金属力学性能:
配合
焊剂
GB型号
相当
AWS型号
试验
项目
抗拉强度
Rm / MPa
屈服强度
Rp0.2 / MPa
伸长率
A / %
冲击
吸收功
AKV / J
HJ431
F5A2-
H10MnSi
F7A2-EM13K
标准值
480~650
≥400
≥22
27/-20℃
例值
540
450
27
62
SJ101
F5A2-
H10MnSi
F7A2-EM13K
标准值
480~650
≥400
≥22
27/-20℃
例值
540
450
31
101
注:满足NB/T 47018要求:冲击吸收功AKV≥34J。
焊缝射线探伤要求:I级
注意事项:
1.焊接前应严格清楚焊接区的油污、锈迹、水分等杂质。
2.焊剂在使用前须经300~350℃烘焙2h
PP-D202C是钛钙型药皮焊条,用于机器及构件的堆焊,主要用于承受磨耗、冲击、挤压的低合金钢和铸钢制成的工件,熔敷金属可空淬,既能抗磨损又能抗冲击,焊道无孔洞、无裂纹、可以磨削加工。
适用于模具、切割工具、铲斗及铲斗齿、挖土机零件、风机叶片、球磨机、螺旋输送机、斗轮机、矿山破碎机、磨矿机等的耐磨堆焊。
熔敷金属化学成分(%)
|
元素 |
C |
Mn |
Cr |
|
标准值 |
0.4~1.2 |
0.5~3 |
≤7 |
|
例值 |
0.76 |
1.38 |
5.6 |
堆焊层硬度HRC:30~58
参考电流(DC+)
|
焊条直径 / mm |
3.2 |
4.0 |
5.0 |
|
焊接电流 / A |
90~130 |
130~180 |
150~210 |
注意事项:
1.对于高合金钢如工具钢的修复堆焊,建议使用Cr29Ni9型双相不锈钢焊条或Cr20Ni10Mn6型不锈钢焊条作为打底层。
2.对于低合金钢或高碳工具钢的堆焊,要根据部件的结构及厚度预热至250~400℃。
|

ERNiCu7 符合 GB/T SNi4060 相当 AWS ERNiCu-7
说明: ERNiCu7是镍铜合金的TIG焊丝。熔敷金属具有和蒙乃尔400合金相似的强度和韧性,具有优异的耐蚀性能。
用途:用于镍铜合金的焊接,也可用于复合钢、镍铜复合面的焊接以及钢表面堆焊。
ERNiCu-7镍基焊丝 TIG MIG镍铜合金焊丝
符合:GB/T15620 SNi4060
AWS A5.14 ERNiCu-7
说明:ERNiCu-7是镍铜合金焊丝。其具有优良的焊接工艺性能,焊缝成形美观,其焊缝金属具有优良的综合机械性能。
用途:用于焊接镍铜合金B127,163,164和165等。用于镍铜系合金与钢的异材焊接及钢的表面堆焊。西安骏焊
焊丝的化学成分范围及一例:%
|
|
C
|
Mn
|
Fe
|
P
|
S
|
Si
|
Cu
|
Ni
|
Al
|
Ti
|
Cr
|
Nb
|
Pb
|
|
焊丝
|
≤ 0.15
|
≤ 4.0
|
0.4-0.7
|
≤ 0.02
|
≤ 0.015
|
≤ 1.25
|
28-32
|
62-69
|
≤ --
|
1.5-3.2
|
--
|
--
|
--
|
|
例值
|
0.041
|
3.34
|
0.57
|
0.001
|
0.001
|
0.20
|
29.04
|
64.63
|
--
|
2.48
|
--
|
--
|
--
|
熔敷金属机械性能:
|
|
屈服强度 MPa
|
抗拉强度 MPa
|
伸长率 %
|
冲击值 J
|
|
例 值
|
-
|
480
|
-
|
-
|
|
规范值
|
353
|
563
|
41.5
|
271/22
|
焊缝金属射线探伤要求:Ⅰ级
注意事项及操作要点:
1. 焊接处须彻底清除油污、铁锈、水份等表面杂质。
2. 焊接时,采用小线能量,建议采用较小的道间温度。

ENiCrMo-3符合:GB/T13814 ENi6625 AWS ENiCrMo-3
说明:ENiCrMo-3是低氢型药皮的镍基电焊条。焊缝具有优良的塑性、韧性和抗裂性能。熔敷金属在室温和高温条件下具有较高的强度和很好的腐蚀性能。直接反流,具有良好的焊接工艺性能,操作性佳,全位置焊接性好。用途:用于镍基合金焊接,也可用于一些难焊合金、异种钢的焊接及堆焊。
|
KW-T82 |
|
ERNiCr-3 |
|
YNiCr-3 |
|
YNiCr-3 |
|
Welding of Ni-Cr-Fe alloys.(Inconel 600 alloy) Welding of carbon steel, stainless steel to Inconel. |
ERNi-1纯镍焊丝 标准:SG-NiTi4
用途:-焊接 200 、 201 镍合金以及镀镍钢板; - 钢与镍异种材料的焊接; - 钢的表面堆焊。
ERNiCu-7 镍铜焊丝 标准:SG-NiCu30MnTi
用途:- 蒙乃尔 400 合金自身的焊接;以及蒙乃尔 400 合金与钢的焊接; - 用于钢的表面堆焊。
ERCuNi铜镍焊丝 标准:SG-CuNi30Fe
用途:- 用于铜镍合金以及特定的青铜材料自身的焊接,以及这些材料和蒙乃尔 400 合金或 Nickel200 之间的焊接。
ERNiCrFe-3镍铬铁焊丝 标准:SG-NiCr20Nb
用途:- 抗蠕变接头的焊接、异种材料焊接; - 奥氏体、铁素体钢和高镍合金的焊接、含镍 9% 合金钢焊接
ERNiCrFe-7 镍铬铁焊丝 标准:SG-NiCr20Nb
用途:-INCONEL690 合金的焊接和钢的堆焊,特别适用于核反应堆的建设。
ERNiCrMo-3 镍铬钼焊丝 标准:SG-NiCr21Mo9Nb
用途:-INCONEL625 、 INCONEL825 、 INCONEL25-6Mo 以及 MONEL400 合金的焊接; - 超高强度奥氏体钢与 INCOLOY020 合金之间的焊接; - 镍基合金与不锈钢异种材料间的焊接; - 钢的堆焊
低合金钢焊条:J507R J507GR J507GRH J507RH J507NiTiBJ507HIC J507SH J557MoV J607Ni J607RH J607Fe J707G 707Ni J707RH 807G J807RHJ857Cr J907Cr J907G J107 107Cr J107G
钼及鉻钼耐热钢焊条:R107 R207 R307 R317 R327 R337 R347 R407R507 R707 R807 R817 R307L R317L R407L
低温钢焊条: W607 W607H W707Ni W907Ni W107 W107NiW406Fe
不锈钢焊条: G202 G207 G217 G242 G247 G257 G267 G302G307 G357 G357M G367 367M G200 M520B M831A M837A A002 A002A A002Nb 347L A002022L A032 2209-16 A042 A052 A062 309L A072 A082 A102 A102A A107 A132 A137 A14219-9-6 A146 A172 A202 A207 A212 A222 A232 A237 A242 A257 A302 A307 A312 A317A402 A407 A412 A422 A427 A432 A502 A507 A607
耐磨堆焊焊条: D107 D112 D127 D132 D146 D156 D167 D172D207 D212 D227 D237 D246 D256 D266 D276 D307 D317A D322 D327A D337 D386 D397D406 D417 D507 D507Mo D512 D516M D516MA D517 D547Mo D557 D577 D608 D618 D628D632 D638 D642 D646 D658 D667 D687 D688 D698 D707 D707A D70

邮E9015-B9北京金威A132 E347-16不锈钢电焊条2.5 3.2 4.0 5.0
NB/T 47018
说明:A132钛钙型绿药皮的不锈钢焊条,其焊缝金属具有良好的力学性能及抗晶间腐蚀性能。交直流两用,焊条耐发红,电弧柔和、飞溅小,成形美观。操作性佳,全位置焊接性好。
用途:用于焊接重要的耐腐蚀含钛稳定剂的Cr18Ni9型等不锈钢,如1Cr18Ni9Ti等。
A022不锈钢焊条
符合:GB/T983 E316L-16
AWS E316L-16
NB/T 47018
说明:A022钛钙型绿药皮超低碳不锈钢焊条。其焊缝金属含碳量低,具有良好的耐蚀、耐热及抗裂性能。交直流两用,焊条耐发红,电弧柔和、飞溅小,成形美观。操作性佳,全位置焊接性好。
用途:用于焊接尿素、合成纤维等设备及制造的相同类型的不锈钢结构,也可用于焊接后不进行热处理的高铬钢或异种钢的焊接。
E2209-16
符合:GB/T983 E2209-16
AWS E2209-16
NB/T 47018
说明:E2209-16是钛钙型药皮的超低碳含氮双相不锈钢焊条。具有良好的焊接工艺性能和抗热裂纹性能。由于含碳量低,并含有钼、氮,焊缝具有较好的耐腐蚀性能,尤其是耐应力腐蚀及点蚀性能极为突出。焊条耐发红,电弧柔和、飞溅小,成形美观。操作性佳,全位置焊接性好。
用途:用于石化、水工行业、海洋工程等同类型超低碳不锈钢的焊接。如:00Cr22Ni5Mo3N。
不锈钢焊条使用注意事项
不锈钢焊条使用注意事项
1、铬不锈钢具有一定的耐蚀(氧化性酸、有机酸、气蚀)、耐热和耐磨性能。通常用于电站、化工、石油等设备材料。铬不锈钢焊接性较差,应注意焊接工艺、热处理条件及选用合适电焊条。
2、铬13不锈钢焊后硬化性较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条(A107、A207)。
进口电焊条总代理
奥林康T92/P92焊条应用和性能:
碱性药皮焊条,焊接服役温度在+600℃以下的9Cr-0.5Mo-W-V-Nb-N型高温抗蠕变钢。CROMOCORD 92尤其适合焊接承受760℃回火热处理的部件。焊缝金属经在役脆化试验验证。
分类
AWS:A5.5:E9018-G
母材:
A 387 Gr.92(钢板),A 182 F92(锻件),A369 FP 92F(锻管和镗管)
X10CrMoWVNb9-2,A 213 T92 (无缝小口径管),A 335 P92(无缝大口径管)
请参考焊材和母材的许用运行温度。
全焊缝金属成分(典型值,%)
C Mn Si W Co Cr B Mo Nb V N Cu Al
0.10 1.0 0.30 1.7 1.0 9 0.003 1 0.05 0.20 0.04 <0.05 <0.01
全焊缝金属力学性能;
热处理 屈服强度 拉伸强度 延伸率A5% 冲击功ISO-V(J) +20℃
760℃/炉冷 640 780 19 65
储藏和烘干:保持干燥和避免水汽凝结。
扩散氢含量≤5ml H2/100g,烘干300-350℃X2h,最多5次
包装数据:
直径mm 长度mm 焊接电流A 单根焊条平均重量g 单根焊条熔敷的焊缝金属重量g
2.5 250 60-90
3.2 350 85-130
4.0 450 130-160
5.0 450 180-230
不锈钢和耐热钢
合金化的金红石型酸性渣药芯焊丝,焊接稳定化和非稳定化耐腐蚀Cr-Ni-Mo奥氏体不锈钢。焊缝金属耐晶间腐蚀温度可达400℃以下,800℃以下无氧化皮。FLUXINOX 316L具有出众的、无飞溅的焊接特性。角焊缝易脱渣。焊道平整光滑,无咬边。由于焊道仅轻微变色,可削减酸洗费用。
FLUXINOX 22.9.3L
药芯焊丝:不锈钢和耐热钢
合金化的金红石型酸性渣药芯焊丝,焊接和堆焊耐腐蚀的铁素体-奥氏体双相不锈钢。焊缝金属由30%铁素体和70%奥氏体组成,对含氯和硫化氢介质下的点蚀、缝隙腐蚀和应力腐蚀开裂具有特别强的抵抗力。主要的应用领域包括运行温度在250℃以下的化工装置和海洋工程建造。
FLUXINOX 22.9.3L-PF
药芯焊丝:不锈钢和耐热钢
合金化的金红石型酸性渣药芯焊丝,焊接和堆焊耐腐蚀的铁素体-奥氏体双相不锈钢。焊缝金属由30%铁素体和70%奥氏体组成,对含氯和硫化氢介质下的点蚀、缝隙腐蚀和应力腐蚀开裂具有特别强的抵抗力。首要应用领域包括运行温度在250℃以下的化工装置和海洋工程建造。归功于它的快凝渣,它常用于横焊(PC)、仰焊(PE)和立向上焊(PF)位置。
FLUXINOX 307
药芯焊丝:不锈钢和耐热钢
合金化的金红石型酸性渣药芯焊丝,焊接和堆焊耐腐蚀的铁素体-奥氏体双相不锈钢。焊缝金属由30%铁素体和70%奥氏体组成,对含氯和硫化氢介质下的点蚀、缝隙腐蚀和应力腐蚀开裂具有特别强的抵抗力。首要应用领域包括运行温度在250℃以下的化工装置和海洋工程建造。归功于它的快凝渣,它常用于横焊(PC)、仰焊(PE)和立向上焊(P合金化的金红石型酸性渣药芯焊丝,适合可热处理钢、装甲钢板、耐蚀钢和高锰钢的抗裂接头焊接和表面堆焊。也适用于奥氏体不锈钢与碳钢之间的异种钢焊接。焊缝金属可耐受300℃以下的运行温度,850℃以下无氧化皮。非常耐腐蚀和锈蚀,可冷作硬化。F)位置。
FLUXINOX 308L
药芯焊丝:不锈钢和耐热钢
合金化的金红石型酸性渣药芯焊丝,焊接耐腐蚀Cr-Ni奥氏体不锈钢。运行温度在350℃以下,800℃以下无氧化皮。FLUXINOX 308L具有出众的、无飞溅的焊接特性。角焊缝易脱渣。焊道平整光滑,无咬边。由于焊道仅轻微变色,可削减酸洗费用。
药芯焊丝:不锈钢和耐热钢
合金化的金红石型酸性渣药芯焊丝,焊接稳定化和非稳定化耐腐蚀Cr-Ni-Mo奥氏体不锈钢。焊缝金属耐晶间腐蚀温度可达400℃以下,800℃以下无氧化皮。FLUXINOX 316L具有出众的、无飞溅的焊接特性。角焊缝易脱渣。焊道平整光滑,无咬边。由于焊道仅轻微变色,可削减酸洗费用。
FLUXINOX 22.9.3L
药芯焊丝:不锈钢和耐热钢
合金化的金红石型酸性渣药芯焊丝,焊接和堆焊耐腐蚀的铁素体-奥氏体双相不锈钢。焊缝金属由30%铁素体和70%奥氏体组成,对含氯和硫化氢介质下的点蚀、缝隙腐蚀和应力腐蚀开裂具有特别强的抵抗力。主要的应用领域包括运行温度在250℃以下的化工装置和海洋工程建造。
FLUXINOX 22.9.3L-PF
药芯焊丝:不锈钢和耐热钢
合金化的金红石型酸性渣药芯焊丝,焊接和堆焊耐腐蚀的铁素体-奥氏体双相不锈钢。焊缝金属由30%铁素体和70%奥氏体组成,对含氯和硫化氢介质下的点蚀、缝隙腐蚀和应力腐蚀开裂具有特别强的抵抗力。首要应用领域包括运行温度在250℃以下的化工装置和海洋工程建造。归功于它的快凝渣,它常用于横焊(PC)、仰焊(PE)和立向上焊(PF)位置。
P91/T91进口焊丝总代理|
类别 |
品名 |
AWS型号 |
焊缝金属化学成份 |
金属机械性能 |
特性与用途 |
||||||||||||||
|
C |
MN |
Si |
S |
P |
Cr |
Ni |
Mo |
W |
NB |
V |
N |
B |
抗拉强度 |
0.2%屈服强度 |
AKV冲击功 |
||||
|
焊丝焊剂 |
9CrWV LA491 |
|
0.09 |
0.7 |
0.3 |
0.01 |
0.01 |
8.5 |
0.5 |
0.4 |
1.7 |
0.04 |
0.16 |
0.04 |
0.001 |
740 |
630 |
40 |
与9CrWV配用的焊剂,为碱性氟化物烧结焊剂 |
9Cr1Mo(P91/T91)钢焊接材料
焊条
, , , ,
|
类别 |
品名 |
AWS型号 |
焊缝金属化学成份 |
金属机械性能 |
特征与用途 |
||||||||||||||
|
C |
MD |
Si |
S |
P |
Cr |
Ni |
Mo |
NB |
V |
N |
Cu |
SN |
抗拉强度 |
0.2%屈服强度 |
AKV冲击功 |
||||
|
焊条 |
9MV-N |
E9015-B9 |
0.10 |
0.7 |
0.25 |
0.008 |
0.008 |
9.0 |
0.7 |
1.0 |
0.05 |
0.2 |
0.05 |
0.05 |
0.003 |
770 |
640 |
65 |
标准P91/T91钢手工电弧焊条,高含镍,具有焊缝韧性 |
|
Chromet9-B9 |
E9015-B9 |
0.1 |
0.5 |
0.25 |
0.008 |
0.008 |
9 |
0.3 |
1 |
0.04 |
0.2 |
0.05 |
0.05 |
|
710 |
590 |
75 |
手工电弧焊条,满足AWS/ASMEA5.5E9015-B9标准 |
|
|
Chromet91VNR |
E9016-B9 |
0.1 |
0.7 |
0.25 |
0.008 |
0.008 |
9.0 |
0.7 |
1.0 |
0.05 |
0.20 |
0.05 |
0.05 |
0.003 |
620 |
530 |
47 |
手工电弧焊条,专门用于P91钢打底焊接,不需背面吹氩保护 |
|
实芯焊丝
|
类别 |
品名 |
AWS型号 |
焊缝金属化学成份 |
金属机械性能 |
特征与用途 |
||||||||||||||
|
C |
MN |
Si |
S |
P |
Cr |
Ni |
Mo |
NB |
V |
N |
Cu |
Al |
抗拉强度 |
0.2%屈服强度 |
AKV冲击功 |
||||
|
实芯焊丝 |
9CrMoV-N |
EB9 |
0.1 |
0.5 |
0.25 |
0.006 |
0.008 |
8.7 |
0.6 |
1 |
0.05 |
0.2 |
0.03 |
0.03 |
<0.01 |
800 |
700 |
220 |
表面不镀铜的GTAW,GMAW和埋弧焊实芯焊丝 |
药芯焊丝
|
类别 |
品名 |
AWS型号 |
焊缝金属化学成份 |
金属机械性能 |
特征与用途 |
||||||||||||||
|
C |
MN |
Si |
S |
P |
Cr |
Ni |
Mo |
NB |
V |
N |
Cu |
Al |
抗拉强度 |
0.2%屈服强度 |
NKV冲击功 |
||||
|
药芯焊丝 |
F910 |
E9015-B9 |
0.10 |
0.8 |
0.25 |
0.010 |
0.016 |
9.0 |
0.5 |
1.0 |
0.04 |
0.20 |
0.05 |
0.05 |
0.01 |
790 |
660 |
25 |
用于P91钢的全位置药芯焊丝,采用高质量超低杂质合金带钢制造,熔敷效率相对焊丝重量为90% |
金属芯焊丝
|
类别 |
品名 |
AWS型号 |
焊缝金属化学成份 |
金属机械性能 |
特征与用途 |
||||||||||||||
|
C |
MN |
Si |
S |
P |
Cr |
Ni |
Mo |
NB |
V |
N |
Cu |
Al |
抗拉强度 |
0.2%屈服强度 |
AKV冲击功 |
||||
|
金属芯焊丝 |
M91 |
E90C-G(B9) |
0.1 |
1.0 |
0.3 |
0.01 |
0.01 |
9.0 |
0.3 |
1.0 |
0.05 |
0.20 |
0.05 |
0.05 |
0.03 |
780 |
650 |
25 |
用于GMAW焊的金属芯焊丝,采用高纯度带钢制造,熔敷效率相对焊丝重量为96% |
焊丝和焊剂
|
类别 |
品名 |
AWS型号 |
焊缝金属化学成份 |
金属机械性能 |
特征与用途 |
||||||||||||
|
C |
MN |
Si |
S |
P |
Cr |
Ni |
Mo |
NB |
V |
N |
抗拉强度 |
0.2%屈服强度 |
AKV冲击功 |
||||
|
焊丝和焊剂 |
9CrMoV-N LA491 |
EB9 |
0.08 |
0.6 |
0. 32 |
0.005 |
0.007 |
8.6 |
0.6 |
1 |
0.05 |
0.17 |
0.05 |
750 |
630 |
45 |
实芯T91/P91钢埋弧焊丝,9CrMoV-N配用的焊剂,与为碱性氟化物烧结焊剂 |
9CrMo耐热钢焊接材料
焊条
|
类别 |
品名 |
AWS型号 |
焊缝金属化学成份 |
金属机械性能 |
特性与用途 |
||||||||||
|
C |
MN |
Si |
S |
P |
Cr |
Ni |
Mo |
Cu |
抗拉强度 |
0.2%屈服强度 |
AKV冲击功 |
||||
|
焊条 |
Chromet9 |
E8015-B8 |
0.06 |
0.75 |
0.3 |
0.012 |
0.015 |
9 |
0.2 |
1 |
<0.05 |
680 |
550 |
130 |
碱性低氢型的全位置焊条,采用特殊抗潮粘结剂制造,具有超低焊缝扩散氢含量 |
原装进口T91/P92焊条含税销售
型号
AWS
主要用途
FOX EV50
E7018-1H4R
适用于高质量的全位置焊接(除立向下)。出色的低温冲击韧性。低氢含量。
FOX EV65
E8018-GH4R
适用于高强结晶钢。-60℃的良好低温韧性、抗时效。
FOX DMO Kb
E7018-A1H4R
适用于工作温度高达550℃的锅炉、管道用的0.5%Mo钢,尤其对高温和低温环
境及持久应力作用部件,可获得良好焊接质量,可靠的力学性能。
FOX DCMS Kb
E8018-B2H4R
用于工作温度高达570℃的锅炉及管道的1%Cr0.5%Mo合金钢。适宜分级冷却
处理。可满足锅炉整个服务寿命期的可靠抗蠕变性。
FOX DMV 83 Kb
E9018-G
适用于1/2Cr1Mo钢。可靠的580℃工作温度的长期寿命。熔敷金属具良好韧性,
抗开裂及抗蠕变性能。
FOX P23
E9018-G
适用于P23/T23类的贝氏体钢(ASTM A213,2199)的管材等焊接。
FOX P24
E9018-G
适用于7CrMoVTib10-10类的贝氏体钢的焊接。
FOX CM 5 Kb
E8018-B6H4R
适用于X12CrMo5类钢的焊接。确保650℃温度内的长期使用寿命。
FOX CM 9 Kb
E8018-B8
适用于高温钢和热氢工作环境,特别是石化工业。最适合9%Cr1%Mo钢。
FOX C 9 MV
E9015-B9
用于9Cr的抗蠕变,可热处理钢,特别是汽轮机、锅炉建设和化工工程的P91钢。
FOX P92
E9015-B9
用于9%Cr-1.5%W-Mo-Nb-N/T/P92的高温钢焊接,确保650℃温度内使用寿命
FOX 20 MVW
用于12%Cr的抗蠕变,可处理钢。特别适用于汽轮机、锅炉、化工工程建设。
FOX E308H
E308H-16
用于高温奥氏体CrNi不锈钢的焊接,使用温度700℃,特别适用于304H的母材。
FOX E347H
E347H-15
适用温度高于400℃的高温CrNi奥氏体钢的焊接。特别适用于347H的母材。
FOX NiBAS 70/15
ENiCrFe-3
用于焊接镍基合金、高温和抗蠕变钢、耐热钢和低温钢、异种钢的焊接。
FOX NIBAS625
ENiCrMo-3
用于焊接6%超级奥氏体不锈钢,如S31254,N08926,N08367和625合金。
FOX NiBAS 617
ENiCrMo-1
用于相近镍基合金,耐热奥氏体钢和铸钢的连接焊接和堆焊。如617合金。
 钛钙型药皮的超低碳含氮双相不锈钢焊条,具有高强度和良好的抗热裂纹性能。具有较好的耐腐蚀性,耐应力腐蚀性能尤为突出,可进行全位置焊接。
钛钙型药皮的超低碳含氮双相不锈钢焊条,具有高强度和良好的抗热裂纹性能。具有较好的耐腐蚀性,耐应力腐蚀性能尤为突出,可进行全位置焊接。
用途:
适用于石化、化工行业同类型超低碳不锈钢材料的焊接。如:00Cr22Ni5Mo3N等双相不锈钢的焊接。
熔敷金属化学成份:(%)
C Cr Ni Mo Mn Si P S Cu
≤0.04 21.5-23.5 8.5-10.5 2.5-3.5 0.5-2.5 ≤0.90 ≤0.040 ≤0.030 ≤0.75
A132是钛钙型药皮的含铌不锈钢焊条,有良好的抗晶间腐蚀性能。可交直流两用,焊接工艺性能,特别适宜于薄板平焊。
用途:
 ERNi-1 用于 焊接 200 、 201 镍合金以及镀镍钢板; 钢与镍异种材料的焊接; 钢的表面堆焊。 镍铜焊丝ERNiCu-7 蒙乃尔 400 合金自身的焊接;以及蒙乃尔 400 合金与钢的焊接; 用于钢的表面堆焊 。 镍铬焊丝 ERNiCrFe-3 用于抗蠕变接头的焊接异种材料焊接; - 奥氏体、铁素体钢和高镍合金的焊接、含镍 9% 合金钢焊接 镍铬焊丝ERNiCrFe-7 用于合金的焊接和钢的堆焊,特别适用于核反应堆的建设。 镍铬钼焊丝 ERNiCrMo-3 INCONEL625 、 INCONEL825 、 INCONEL25-6Mo 以及 MONEL400 合金的焊接; - 超高强度奥氏体钢与 INCOLOY020 合金之间的焊接; 镍基合金与不锈钢异种材料间的焊接; 钢的堆焊。Ni307镍及镍合金焊条 型号GB/T:ENiCrMo-0说明:低氢型Ni70Cr15耐热耐蚀合金焊条,焊缝中有适量的钼、铌等合金元素,熔敷金属具有良好的抗裂性,采用直流反接。用途:用于焊接有耐热、耐蚀要求的镍基合金,也可用于一些难焊合金、异种钢的焊接及堆焊。熔敷金属化学成份/%C≈0.05 Ni≈70 Fe≤7 Nb 3-5 Mo 2-6 Cr≈15Ni307A镍及镍合金焊条 型号GB/T:ENiCrFe-3 相当于AWS:ENiCrFe-3说明:低氢型Ni70Cr15耐热合金焊条,焊缝中有适量的锰、铌等合金元素,熔敷金属具有良好的抗裂性,采用直流反接。用途:用于焊接有耐热、耐蚀要求的镍基合金,如因康镍600、601等,也可用于一些难焊合金、异种钢的焊接及堆焊。
ERNi-1 用于 焊接 200 、 201 镍合金以及镀镍钢板; 钢与镍异种材料的焊接; 钢的表面堆焊。 镍铜焊丝ERNiCu-7 蒙乃尔 400 合金自身的焊接;以及蒙乃尔 400 合金与钢的焊接; 用于钢的表面堆焊 。 镍铬焊丝 ERNiCrFe-3 用于抗蠕变接头的焊接异种材料焊接; - 奥氏体、铁素体钢和高镍合金的焊接、含镍 9% 合金钢焊接 镍铬焊丝ERNiCrFe-7 用于合金的焊接和钢的堆焊,特别适用于核反应堆的建设。 镍铬钼焊丝 ERNiCrMo-3 INCONEL625 、 INCONEL825 、 INCONEL25-6Mo 以及 MONEL400 合金的焊接; - 超高强度奥氏体钢与 INCOLOY020 合金之间的焊接; 镍基合金与不锈钢异种材料间的焊接; 钢的堆焊。Ni307镍及镍合金焊条 型号GB/T:ENiCrMo-0说明:低氢型Ni70Cr15耐热耐蚀合金焊条,焊缝中有适量的钼、铌等合金元素,熔敷金属具有良好的抗裂性,采用直流反接。用途:用于焊接有耐热、耐蚀要求的镍基合金,也可用于一些难焊合金、异种钢的焊接及堆焊。熔敷金属化学成份/%C≈0.05 Ni≈70 Fe≤7 Nb 3-5 Mo 2-6 Cr≈15Ni307A镍及镍合金焊条 型号GB/T:ENiCrFe-3 相当于AWS:ENiCrFe-3说明:低氢型Ni70Cr15耐热合金焊条,焊缝中有适量的锰、铌等合金元素,熔敷金属具有良好的抗裂性,采用直流反接。用途:用于焊接有耐热、耐蚀要求的镍基合金,如因康镍600、601等,也可用于一些难焊合金、异种钢的焊接及堆焊。 代理P91/T91焊条/E9018-B9耐热钢焊条P91焊条/T91焊条,E9018-B9焊条 E9018-G焊条 ER80S-G焊丝,WB36焊条、T23焊条进口焊接材料汇总表 P91 / T91焊接材料 P91/T91焊丝 曼 彻 特 英国 9CrMoV-N ER90S-B9焊条 主蒸汽管 P91/T91焊条 CHROMET 9MV-N E9015-B9焊条 P91/T91焊丝CRISTAL E316L
代理P91/T91焊条/E9018-B9耐热钢焊条P91焊条/T91焊条,E9018-B9焊条 E9018-G焊条 ER80S-G焊丝,WB36焊条、T23焊条进口焊接材料汇总表 P91 / T91焊接材料 P91/T91焊丝 曼 彻 特 英国 9CrMoV-N ER90S-B9焊条 主蒸汽管 P91/T91焊条 CHROMET 9MV-N E9015-B9焊条 P91/T91焊丝CRISTAL E316L(AWS A5.4)E316L-17 CROMO E 225
(AWS A5.5)E9015-B3-H4 CROMO E 225V
(AWS A5.5)E9015-G CROMOCORD 2STC
(AWS A5.5)E9018-B3-H4 CROMOCORD 55
(AWS A5.5)E8018-B1
CROMOCORD 91
(AWS A5.5)E9018-B9-H4 CROMOCORD 92
(AWS A5.5)E9018-G CROMOCORD E 223
(AWS A5.5)E9015-G CROMOCORD KB
(AWS A5.5)E8018-B2-H4R MOLYCORD KB
(AWS A5.5)E7018-A1-H4
 A022Mo金威E317L-16不锈钢焊条A022Mo不锈钢焊条 符合 GB E317L-16 相当 AWS E317L-16说明: A022Mo是钛钙型药皮的超低碳Cr18Ni12Mo3不锈钢焊条,其熔敷金属含碳量≤0.04%,具有良好的耐热、耐腐蚀及抗裂、抗气孔性能,尤其耐腐蚀性能优于A022,有良好的操作工艺性能,药皮耐红,强度好。可交直流两用。用途: 用于超低碳00Cr18Ni12Mo3不锈钢,也可用于焊后不能进行热处理的铬不锈钢及复合钢和异种钢的焊接。A042不锈钢焊条 符合 GB E309MoL-16 相当 AWS E309MoL-16 说明: A042是钛钙型药皮的超低碳Cr23Ni13Mo2不锈钢焊条,可交直流两用。由于焊缝中加入适量的Mo,故提高了焊缝金属的抗裂性及耐腐蚀性能。
A022Mo金威E317L-16不锈钢焊条A022Mo不锈钢焊条 符合 GB E317L-16 相当 AWS E317L-16说明: A022Mo是钛钙型药皮的超低碳Cr18Ni12Mo3不锈钢焊条,其熔敷金属含碳量≤0.04%,具有良好的耐热、耐腐蚀及抗裂、抗气孔性能,尤其耐腐蚀性能优于A022,有良好的操作工艺性能,药皮耐红,强度好。可交直流两用。用途: 用于超低碳00Cr18Ni12Mo3不锈钢,也可用于焊后不能进行热处理的铬不锈钢及复合钢和异种钢的焊接。A042不锈钢焊条 符合 GB E309MoL-16 相当 AWS E309MoL-16 说明: A042是钛钙型药皮的超低碳Cr23Ni13Mo2不锈钢焊条,可交直流两用。由于焊缝中加入适量的Mo,故提高了焊缝金属的抗裂性及耐腐蚀性能。  ER308L金桥不锈钢焊丝MIG-308L金桥气保焊丝
ER308L金桥不锈钢焊丝MIG-308L金桥气保焊丝
TGS-308L MIG-308L
摘要:
低C-18Cr-8Ni钢用。
|
类别 |
品名 |
焊接方法 |
AWS规格 |
直径(Фmm) |
保护气体 |
|
不锈钢用 |
TGS-308L |
钨极氩弧焊 |
|
1.0,1.2,1.6,2.0,2.4,3.2 |
Ar |
|
MIG-308L |
熔化极气保焊 |
1.0,1.2,1.6 |
Ar+0.5~2%O2 |
|
熔敷金属机械性能之一例 |
|
|
抗拉强度MPa |
伸长率% |
|
578 |
42 |
|
熔敷金属化学成分之一例(wt%) |
||||||
|
C |
Mn |
Si |
Cr |
Ni |
Mo |
Others |
|
0.024 |
1.65 |
0.42 |
20.10 |
10.33 |
- |
- |
 R507 铬钼钒珠光体耐热钢焊条
R507 铬钼钒珠光体耐热钢焊条
符合:GB E5MoV-15 相当:AWS E502-15 JLS DT2516
说明:
R507是低氢钠型药皮的含5%铬-钼钢焊条。具有高温抗氢侵性能。采用直流电源,焊条接正极,短弧操作,可进行全位置焊接。焊前焊件预热至300-400℃(整个焊接过程中必须保持此温度),焊后升至740-760℃回火处理。
用途:
用于焊接铬5钼类珠光体耐热钢结构.如400℃的高温抗氢腐蚀的管道。
注意事项:
焊前焊条须经350℃烘焙1h,随烘随用。
焊前必须对焊件清除铁锈、油污、水份等杂质。
熔敷金属化学成份:(%)
C Mn Si Cr Mo V Cu S P
≤0.12 0.50-0.90 ≤0.50 4.50-6.00 0.40-0.70 0.10-0.35 ≤0. 50 ≤0.035 ≤0.035
熔敷金属力学性能:(730±15℃×4h回火处理)
试验项目 抗拉强度(σb)
MPa 伸长率(δ5)
%
保证值 ≥540 ≥14
一般结果 580-680 18-24
参考电流:(DC+)
焊条直径(mm) 3.2 4.0 5.0
参考电流(A) 90-120 140-170 170-210
 进口SAFER NF58低温钢焊条E7018-1
进口SAFER NF58低温钢焊条E7018-1
|
品名 |
产品牌号 |
AWS型号 |
主要力学性能 |
特性简单介绍 |
||||
|
|
|
|
--- |
--- |
AKV(J) |
δ5% |
|
|
|
低温钢焊条 |
SAFER NF58 |
E7018-1 |
590 |
510 |
90(-50℃) |
29 |
|
耐吸潮超低氢焊条,杂质含量低,力学性能优良,适合厚板重要结构 |
|
|
SAFER NF 59 |
E8018 G |
650 |
570 |
120(-60℃) |
28 |
Ni:0.7 |
耐吸潮超低氢焊条,焊接低温钢,力学性能优良,适合厚板重要结构 |
|
|
SAFER NF 54 |
E7028 G |
580 |
490 |
70(-60℃) |
27 |
Ni:0.9 |
低氢高效焊条,焊接低温钢,力学性能优良,适合厚板重要结构 |
|
|
TENACITO70 FREEZALF NI3 |
E8018 C1 |
560 |
480 |
45(-106℃) |
30 |
Ni:3.5 |
低温钢焊条,焊接3.5Ni钢,焊态和热处理后力学性能优良 |
|
A132不绣钢焊条 |
||||||||||||||||||||||||
|
说明: A132是钛钙型药皮含Nb稳定剂的Cr19Ni10Nb不锈钢焊条,具有优良的抗晶间腐蚀性能和良好的机械性能。具有优良的焊接工艺和抗气孔性能,药皮耐发红、抗开裂,可交直流两用。 |
||||||||||||||||||||||||
|
用途: 用于焊接重要的耐腐蚀含Ti稳定的0Cr19Ni11Ti型不锈钢。 |
||||||||||||||||||||||||
|
熔敷金属化学成分(%)
|
||||||||||||||||||||||||
|
熔敷金属力学性能
|
||||||||||||||||||||||||
|
参考电流 (AC、DC+)
|
||||||||||||||||||||||||
|
注意事项: |
||||||||||||||||||||||||
 电力PP-A207不绣钢焊条E316-15
电力PP-A207不绣钢焊条E316-15
A207不绣钢焊条符合 GB E316-15
相当 AWS E316-15
说明: A207是碱性药皮的低碳Cr18Ni12Mo2不锈钢焊条。由于熔敷金属含有Mo,故具有良好的耐蚀、耐热及抗裂性能,特别对抗氯离子点蚀有好处。采用直流反接,可进行全位置焊接。
用途: 用于低碳的0Cr18Ni12Mo2不锈钢设备,也可焊接焊后不进行热处理的高铬钢(如Cr13、Cr17),以及用于焊接异种钢的焊接。
熔敷金属化学成分(%)
|
化学成分 |
C |
Mn |
Si |
S |
P |
Cu |
Ni |
Mo |
Cr |
|
保证值 |
≤0.08 |
0.5~2.5 |
≤0.90 |
≤0.030 |
≤0.040 |
≤0.75 |
11.0~14.0 |
2.00~3.00 |
17.0~20.0 |
熔敷金属力学性能
|
试验项目 |
σb(MPa) |
δ5(%) |
|
保证值 |
≥520 |
≥30 |
参考电流 (DC+)
|
焊条直径(mm) |
φ2.0 |
φ2.5 |
φ3.2 |
φ4.0 |
φ5.0 |
|
焊接电流(A) |
40~80 |
50~100 |
70~120 |
90~160 |
160~200 |
注意事项:
1. 焊前焊条须经250℃左右烘焙1h。
2. 焊前须清除焊件的铁锈、油污、水分等杂质。
不绣钢焊条符合 GB E309Mo-16
相当 AWS E309Mo-16
说明: A312SL是钛钙型药皮的不锈钢型的渗铝钢焊条。熔敷金属与母材过渡平整,能有效地保护渗铝层。交直流两用,可进行全位置焊接。熔敷金属具有与渗铝钢相匹配的耐腐蚀性和抗高温氧化性。
用途: 焊接Q235、20g和Cr5Mo等钢材表面渗铝部件,也可作异种钢材的焊接。
熔敷金属化学成分(%)
|
化学成分 |
C |
Mn |
Si |
S |
P |
Cu |
Ni |
Mo |
Cr |
|
保证值 |
≤0.12 |
0.5~2.5 |
≤0.90 |
≤0.030 |
≤0.040 |
≤0.75 |
12.0~14.0 |
2.00~3.00 |
22.0~25.0 |
熔敷金属力学性能
|
试验项目 |
σb(MPa) |
δ5(%) |
|
保证值 |
≥550 |
≥25 |
参考电流 (AC、DC+)
 呼和浩特A022超低碳不锈钢焊条E316L-16
呼和浩特A022超低碳不锈钢焊条E316L-16
|
A022不锈钢焊条 |
符合 GB E316L-16 |
||||||||||||||||||||
|
说明: A022是钛钙型药皮的超低碳Cr18Ni12Mo2不锈钢焊条,其熔敷金属含碳量≤0.04%,具有良好的耐热、耐腐蚀及抗裂、抗气孔性能,有良好的操作工艺性能,药皮耐红,强度好。可交直流两用。 |
|||||||||||||||||||||
|
用途: 用于焊接尿素、合成纤维等设备及相同类型的不锈钢结构,也可用于焊后不能进行热处理的铬不锈钢及复合钢、异种钢等。 |
|||||||||||||||||||||
|
熔敷金属化学成分(%)
|
|||||||||||||||||||||
|
熔敷金属力学性能
|
|||||||||||||||||||||
|
参考电流 (AC、DC+)
|
|||||||||||||||||||||
|
注意事项: |
|||||||||||||||||||||
 油脂焊丝MG82ERNiCr-3进口镍基合金焊丝总代理日本油脂TGF316L不锈钢免充氩焊丝TGF308L背面自保护不锈钢药皮焊丝日本油脂公司开发了著名的“TGF”不锈钢背面自保护型TIG焊丝系列产品。这是一种有特殊涂层的焊丝,焊接时,保护药皮渗透到熔池背面,形成致密保护层,使背面不受氧化,且双面焊单面成型,焊道冷却后焊渣滓自动脱落,或使用压缩空气及水冲方式极易清除。目前,已成功应用于石油化工、电力建设、压力容器等行业的不锈钢管道和容器的焊接。 产品介绍:背面药皮剥离性好/可以全位置焊接/焊接质量优良日本油脂(TASETO)不锈钢焊材日本油脂(Taseto Co Ltd.)公司是1961年成立的焊接材料生产厂家,主要生产不锈钢、耐热钢、镍合金、高合金钢及铸铁用特种焊材。焊不锈钢难题不锈钢焊接时背面氧化一直是焊接工艺上的一道难题。通常采用背面充氩保护工艺。但在野外长输管道或者工件较大及背面空间狭小等情况下,气体严重损耗,增加了成本,焊接质量也受到很大影响。解决办法日本油脂公司开发了 的“TGF”不锈钢背面自保护型TIG焊丝系列产品。这是一种有特殊涂层的焊丝,焊接时,保护药皮渗透到熔池背面,形成致密保护层,使背面不受氧化。目前,已成功应用于石油化工、电建、造船等行业的不锈钢管道和容器的焊接。Hastalloy 276 SM-276 / ST-276 ER NiCrMo-4
油脂焊丝MG82ERNiCr-3进口镍基合金焊丝总代理日本油脂TGF316L不锈钢免充氩焊丝TGF308L背面自保护不锈钢药皮焊丝日本油脂公司开发了著名的“TGF”不锈钢背面自保护型TIG焊丝系列产品。这是一种有特殊涂层的焊丝,焊接时,保护药皮渗透到熔池背面,形成致密保护层,使背面不受氧化,且双面焊单面成型,焊道冷却后焊渣滓自动脱落,或使用压缩空气及水冲方式极易清除。目前,已成功应用于石油化工、电力建设、压力容器等行业的不锈钢管道和容器的焊接。 产品介绍:背面药皮剥离性好/可以全位置焊接/焊接质量优良日本油脂(TASETO)不锈钢焊材日本油脂(Taseto Co Ltd.)公司是1961年成立的焊接材料生产厂家,主要生产不锈钢、耐热钢、镍合金、高合金钢及铸铁用特种焊材。焊不锈钢难题不锈钢焊接时背面氧化一直是焊接工艺上的一道难题。通常采用背面充氩保护工艺。但在野外长输管道或者工件较大及背面空间狭小等情况下,气体严重损耗,增加了成本,焊接质量也受到很大影响。解决办法日本油脂公司开发了 的“TGF”不锈钢背面自保护型TIG焊丝系列产品。这是一种有特殊涂层的焊丝,焊接时,保护药皮渗透到熔池背面,形成致密保护层,使背面不受氧化。目前,已成功应用于石油化工、电建、造船等行业的不锈钢管道和容器的焊接。Hastalloy 276 SM-276 / ST-276 ER NiCrMo-4TYPE PRODUCT NAME AWS Spec
Inconel 625 SM-625 / ST625 ER NiCrMo-3
Inconel 82 SM-82 / ST-82 ER NiCr-3
Inconel 60 SM-60 / ST-60 ER Ni-1
Monel400 SM-400 / ST-400 ER NiCu-7
Cupronikel 7030 SM-7030 / ST-7030 ER CuNi
Cupronikel 9010 SM-9010 / ST-9010 -
Hastalloy 276 SM-276 / ST-276 ER NiCrMo-4
TYPE PRODUCT NAME AWS Spec
Inconel 625 SM-625 / ST625 ER NiCrMo-3
Inconel 82 SM-82 / ST-82 ER NiCr-3
Inconel 60 SM-60 / ST-60 ER Ni-1
Monel400 SM-400 / ST-400 ER NiCu-7
Cupronikel 7030 SM-7030 / ST-7030 ER CuNi
Cupronikel 9010 SM-9010 / ST-9010 -
Hastalloy 276 SM-276 / ST-276 ER NiCrMo-4
S2215双相不锈钢焊条
符合 GB E2209-15
相当 AWS E2209-15
说明: JQ.S2215是碱型药皮的超低碳双相不锈钢焊条,熔敷金属中含有40%-50%的铁素体,具有优异的力学性能和耐腐蚀性能,特别是具有可靠的耐氯化物腐蚀性能和高的耐点蚀性能。采用直流反接,可全位置焊接。
用途: 用于焊接超低碳00Cr22Ni5Mo3N、SAF2205等双相不锈钢。
熔敷金属化学成分(%)
|
化学成分 |
C |
Mn |
Si |
S |
P |
Cu |
Ni |
Mo |
Cr |
N |
|
保证值 |
≤0.04 |
0.50~2.0 |
≤0.90 |
≤0.03 |
≤0.04 |
≤0.75 |
8.5~10.5 |
2.5~3.5 |
21.5~23.5 |
0.08~0.20 |
熔敷金属力学性能
|
试验项目 |
σb(MPa) |
δ5(%) |
|
保证值 |
≥690 |
≥20 |
参考电流 (AC、DC+)
|
Wire Diameter(mm) |
φ3.2 |
|
|
Welding Current(A) |
Downhand Welding |
90~120 |
|
Vertical Welding |
80~100 |
|
 伊萨公司的第一个发明是药皮焊条。随之而来的是伊萨在全世界的工程师们为工业界带来无数发明创造。其中包括一些焊接领域重要的突破,如挤压药皮焊条、埋弧焊(Unionmelt)、铁粉低氢焊条,MIG焊、TIG焊(Heliarc)、第一个使用气体保护药芯焊丝(Dualshield)第一个使用全位置药芯焊丝、等离子切割和焊接以及其他一些对焊接质量和提高生产率有重大影响的方法。时至今日,伊萨公司仍然是焊接新产品、新工艺的倡导者,如摩擦搅拌焊,独特的药芯焊丝焊接铸铁,高强焊丝焊接特殊的高强钢。伊萨这种保持领先的传统使其成为您在焊接和切割方面的伙伴。OK AUTROD 瑞典伊萨OK TIGROD 19.92镍基合焊丝 ERNi-1纯镍焊丝OK TIGROD 19.81/ERNiCrMo-13镍基合金焊丝瑞典伊萨OK TIGROD 19.12/ERCu纯铜TIG焊丝瑞典伊萨OK TIGROD 19.93/ ERNiCu-7镍铜焊丝镍铜焊丝ERNiCu-7镍基焊丝特点及用途:用于N04400,R405,K500等镍铜合金焊接。在钢上堆焊时,需要先堆一层纯镍过渡。还用于蒙乃尔合金与镍200或铜镍合金的异材焊接。具有良好的强度和热导性,耐海水腐蚀,耐多种酸碱盐。大量应用于海洋工程,水面和水下船舶,化工电力行业的热交换器、蒸发器、容器等。
伊萨公司的第一个发明是药皮焊条。随之而来的是伊萨在全世界的工程师们为工业界带来无数发明创造。其中包括一些焊接领域重要的突破,如挤压药皮焊条、埋弧焊(Unionmelt)、铁粉低氢焊条,MIG焊、TIG焊(Heliarc)、第一个使用气体保护药芯焊丝(Dualshield)第一个使用全位置药芯焊丝、等离子切割和焊接以及其他一些对焊接质量和提高生产率有重大影响的方法。时至今日,伊萨公司仍然是焊接新产品、新工艺的倡导者,如摩擦搅拌焊,独特的药芯焊丝焊接铸铁,高强焊丝焊接特殊的高强钢。伊萨这种保持领先的传统使其成为您在焊接和切割方面的伙伴。OK AUTROD 瑞典伊萨OK TIGROD 19.92镍基合焊丝 ERNi-1纯镍焊丝OK TIGROD 19.81/ERNiCrMo-13镍基合金焊丝瑞典伊萨OK TIGROD 19.12/ERCu纯铜TIG焊丝瑞典伊萨OK TIGROD 19.93/ ERNiCu-7镍铜焊丝镍铜焊丝ERNiCu-7镍基焊丝特点及用途:用于N04400,R405,K500等镍铜合金焊接。在钢上堆焊时,需要先堆一层纯镍过渡。还用于蒙乃尔合金与镍200或铜镍合金的异材焊接。具有良好的强度和热导性,耐海水腐蚀,耐多种酸碱盐。大量应用于海洋工程,水面和水下船舶,化工电力行业的热交换器、蒸发器、容器等。 INCO-WELD C-276焊条主要用于INCONEL C276合金以及其它镍-铬-钼合金的手工电弧焊,也可以用于钢的表面堆焊镍及镍合金焊材广泛应用于如离岸钻井平台,陆基或船基燃汽轮机,各种航天、航空发动机的高温燃烧室、核电、热电厂的相关设备、汽车的新型排气系统、军用武器装备以及石油精炼及各种化工设备等。
INCO-WELD C-276焊条主要用于INCONEL C276合金以及其它镍-铬-钼合金的手工电弧焊,也可以用于钢的表面堆焊镍及镍合金焊材广泛应用于如离岸钻井平台,陆基或船基燃汽轮机,各种航天、航空发动机的高温燃烧室、核电、热电厂的相关设备、汽车的新型排气系统、军用武器装备以及石油精炼及各种化工设备等。常用镍基焊材成分、应用及选配:
产品名称 标准(AWS) 使用说明
Nickel 141焊条
(合金141)
A5.11 ENi-1 焊接200, 201镍合金以及镀镍钢板;钢与镍异种材料间的焊接;钢的表面堆焊。
Nickel 61填充金属
(合金61) A5.14 ERNi-1 200、201镍合金和镀镍钢板的焊接;钢与镍之间的焊接;钢的表面堆焊
190焊条(合金190)
A5.11 ENiCu-7 MONEL 400合金自身的焊接;以及MONEL 400合金与钢的焊接;用于钢的表面堆焊。
60填充金属(合金60) A5.14 ERNiCu-7 MONEL 400合金自身的焊接,以及MONEL 400合金与钢的焊接;用埋弧焊方法对钢的表面进行堆焊;(其缓冲层填充材料61合金需用手工电弧焊方法熔敷)
MONEL 187
(合金187) A5.11 ECuNi 用于铜镍合金以及特定的青铜材料自身的焊接,以及这些材料和MONEL 400合金或Nickel 200之间的焊接
MONEL 67
(合金67) A5.14 ERCuNi 用于铜镍合金以及特定的青铜材料自身的焊接,以这些材料和MONEL400合金或Nickel200合金之间的焊接
I A焊条(合金A)
A5.11 ENiCrFe-2 抗蠕变接头的焊接、异种材料焊接;马氏体钢、铁素体钢和高镍合金的焊接,含镍9%合金钢焊接
182焊条(合金182) A5.11ENiCrFe-3
INCONEL600、601合金和INCOLOY800合金自身以及和它们与碳钢或不锈钢之间的焊接;钢的表面堆焊
INCO 82
(合金82) A5.14 ERNiCr-3 抗蠕变接头的焊接;焊接INCONEL600、601、INCOLOY800合金自身以及它们与碳钢、不锈钢异种材料之间的焊接;钢的表面堆焊
92填充金属
(合金92)
A5.14 ERNiCrFe-6 INCONEL、INCOLOY合金与不锈钢、碳钢以及MONEL合金之间的焊接;MONEL合金和Nickel200合金与不锈钢之间的焊接;不锈钢与碳钢之间的焊接
152焊条(合金152) A5.11 ENiCrFe-7 INCONEL690合金的焊接和钢的堆焊,特别适用于核反应堆的建设
 ERNiCrMo-3奥地利伯乐镍基焊丝 焊缝成型良好ERNiCr-3镍基焊丝 NiCr-3焊丝 SNi6082氩弧焊丝 82焊丝镍基焊丝ERNiCr-3用于600,601以及800合金自身的焊接,及不锈钢和碳钢之间的异种钢焊接ERNiCrFe-7用于焊接ASTM B163,166,167和168标准内的镍铬铁合金 ERNiCrFe-6用于钢和镍铬铁合金的焊接,钢及不锈钢和镍基合金的焊接 ERNiCrCoMo-1用于焊接镍铬钴钼合金及各种高温合金的异种焊接 ERNiCrMo-3用于镍合金,碳钢,不锈钢和低合金钢的一种焊接,主要用于625,601,802合金的焊接及9%镍合金的焊接 ERNi-CI工业纯镍,用于可锻铸铁及灰口铸铁的焊接 ERCuNi用于70/30,80/20,90/10铜镍合金的焊接2MVW-IG伯乐焊丝(总代理)
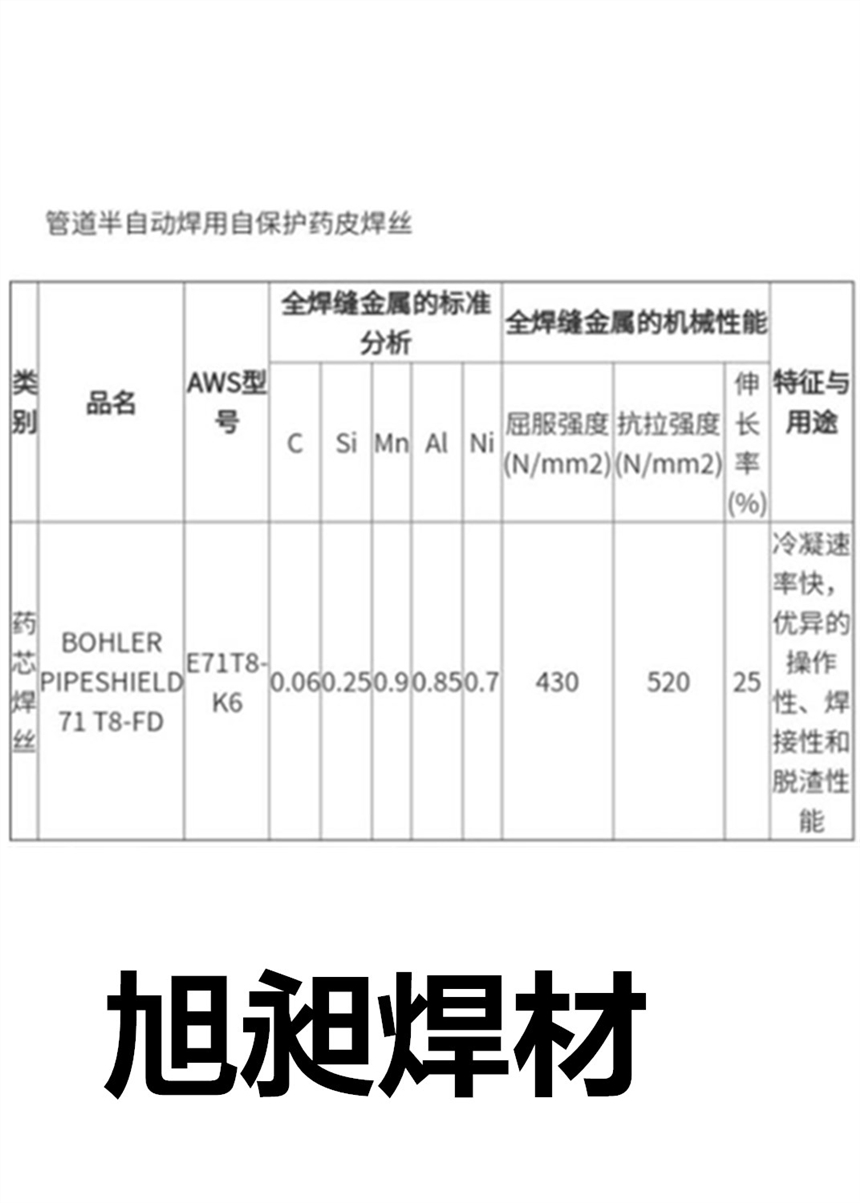
ERNiCrMo-3奥地利伯乐镍基焊丝 焊缝成型良好ERNiCr-3镍基焊丝 NiCr-3焊丝 SNi6082氩弧焊丝 82焊丝镍基焊丝ERNiCr-3用于600,601以及800合金自身的焊接,及不锈钢和碳钢之间的异种钢焊接ERNiCrFe-7用于焊接ASTM B163,166,167和168标准内的镍铬铁合金 ERNiCrFe-6用于钢和镍铬铁合金的焊接,钢及不锈钢和镍基合金的焊接 ERNiCrCoMo-1用于焊接镍铬钴钼合金及各种高温合金的异种焊接 ERNiCrMo-3用于镍合金,碳钢,不锈钢和低合金钢的一种焊接,主要用于625,601,802合金的焊接及9%镍合金的焊接 ERNi-CI工业纯镍,用于可锻铸铁及灰口铸铁的焊接 ERCuNi用于70/30,80/20,90/10铜镍合金的焊接2MVW-IG伯乐焊丝(总代理)类别品名AWS型号全焊缝金属的标准分析全焊缝金属的机械性能特征与用途CSiMnMoNi屈服强度(N/mm2)抗拉强度(N/mm2)伸长率()焊条BOHLERFOXCELE60100.120.140.545052026用于垂直下向焊接直流负极的根焊再接直流正极的热焊、填充、盖面焊BOHLERFOXCEL E60100.150.150.645052026除具有优良的焊接和过滤性外,同时在防止缩孔和咬边焊接缺陷方面也有很高的安全性BOHLERFOXCELMoE7010-a10.100.140.40.548055023适用于垂直下向的热焊和填充焊,也适用于APEX56/X60或L385M/L415MBBOHLERFOXCEL75E7010-P10.140.140.748055023尤其适用于钢种为X56和X60或L385M/L415MB的管材BOHLERFOXCEL85E8010-P10.140.100.70.649057023是最常用且适应性强纤维素焊条,它能极其充分地满足横贯国家的管道实地焊接的各种严格的要求BOHLERFOXCEL90E9010-G0.170.150.90.861065021保证焊缝熔敷金属的优良机械性能、金相质量和可靠性BOHLERFOXBVDRPE8018-G0.050.31.051056026根部焊道垂直下向焊接用的碱性药皮焊条HLERFOXBVD85E8018-G0.040.40.90.951056027产生起始密集气孔BOHLERFOXBVD90E9018-G0.040.31.22.260065027防止氢诱导的焊缝冷开裂的高度安全性,应用于管壁厚度达到36.2mmBOHLERFOXBVD100E10018-G0.070.41.22.367073024特殊的起弧特性,并避免盖面焊道产生起始密集气孔,填充焊道的各项要求FOXBVD110E11018-G0.070.41.20.32.072081020易于操作,低氢含量和垂直下向焊接的低热量输入进一步有利于细晶粒高抗拉强度钢种管道接头的经济焊接BOHELRFOXEVPIPEE7016-1H4R0.060.600.90.1747056029垂直上向焊低氢焊条,它易于操作且能充分满足焊工需要BOHLERFOXEV60PIPEE8016-GH4R0.070.601.20.955059026易于操作且充分满足焊工需要,直流负极根焊、直流正极或交流填充盖面焊BOHLERFOXEV70PIPEE9016-1G4R0.070.501.70.252.066072020保证最小的打磨量,焊接速度的加快,能节省更多的时间,焊接过渡特性好、易于脱渣管道半自动焊用自保护药皮焊丝类别品名AWS型号全焊缝金属的标准分析全焊缝金属的机械性能特征与用途CSiMnAlNi屈服强度(N/mm2)抗拉强度(N/mm2)伸长率()药芯焊丝BOHLERPIPESHIELD71T8-FDE71T8-K60.060.250.90.850.743052025冷凝速率快,优异的操作性、焊接性和脱渣性能GMAW自动焊用实芯焊丝类别品名AWS型号全焊缝金属的标准分析全焊缝金属的机械性能特征与用途CSiMnMoNi屈服强度(N/mm2)抗拉强度(N/mm2)伸长率()实芯焊丝SG3-PER70S-60.050.751.551064025合金组成确保优良的焊接金属性能,满足陆地和海底管道工业的各项要求NIMO1-1GER90S-G0.080.61.80.30.962070023能保持良好的抗裂性能和焊接金属力学强度伯乐不锈钢用焊接材料FOXBVD90E9018-G0.041.20.40-2.260065027-20℃/115-40℃/80碱性立向下管道(APIX70-X80)焊接用焊条FOX20MVW-0.170.80.4011.00.5Mo:0.9V:0.3W:0.56008001845用于水轮机及锅炉中抗蠕变的热处理12Cr钢的焊条20MVW-IG-0.210.60.4011.3-Mo:1.0V:0.3W:0.455707801860TIG焊丝,用途同FOX20MVWFOX13/4-25E410NiMo0.040.50.3012.24.5Mo:0.56809101766焊耐蒸汽、海水腐蚀的Cr13-Ni4钢,如水轮机,压缩机,蒸汽动力设备FOXCN22/9E2209-170.030.80.9022.59.0Mo:3.2N:0.156408002456双相不锈钢焊条,用于近海技术及化学工业,抗应力腐蚀好CN22/9-IGER22090.021.70.6022.59.2Mo:3.2N:0.1360080033150TIG/MIG焊丝,用途同FOXCN22/9WIRECN22/9N-UPFLUXBB202ER2209~SB20.9.30.021.60.422.08.4Mo:2.7N:0.136107802860埋弧焊用焊丝-焊剂组合,用途同FOXCN22/9FOXNIBAS70/20ENiCrFe-30.045.00.419.0>67Mo:4.5Nb:2.042068040-196℃/80镍基合金焊条,适于-196℃- 550℃压力容器的制造,耐1200℃高温NIBAS70/20-IGERNiCr-30.033.00.3020.0余Nb:2.544068042-196℃/100TIG/MIG焊丝,用途同FOXNIBAS70/20FOXNIBAS625ENiCrMo-30.030.20.4021.062.0Mo:9.0Nb:3.453080040-196℃/45钼镍基合金焊条,焊接高温,耐塑性变形及低温材料NIBAS625-IGERNiCrMo-30.020.30.2021.5>60Mo:9.0Nb:3.654080038-196℃/130TIG/MIG焊丝,用途同FOXNIBAS625FOXNUT-开槽割条,可在铸铁,合金堆焊层上开槽,切割
20MVW-IG伯乐焊丝(总代理)
CN 22/9-IG
ER2209
0.02
1.7
0.60
22.5
9.2
Mo:3.2 N:0.13
600
800
33
150
TIG/MIG焊丝,用途同FOX CN 22/9
WIRE CN 22/9N-UP FLUX BB202
ER2209~SB20.9.3
0.02
1.6
0.4
22.0
8.4
Mo:2.7 N:0.13
610
780
28
60
埋弧焊用焊丝-焊剂组合,用途同FOX CN 22/9
FOX NIBAS 70/20
ENiCrFe-3
0.04
5.0
0.4
19.0
>67
Mo:4.5 Nb:2.0
420
680
40
-196℃/80
镍基合金焊条,适于-196℃- +550℃压力容器的制造,耐1200℃高温
NIBAS 70/20-IG
ERNiCr-3
0.03
3.0
0.30
20.0
余
Nb:2.5
440
680
42
-196℃/100
TIG/MIG焊丝,用途同FOX NIBAS 70/20
FOX NIBAS 625
ENiCrMo-3
0.03
0.2
0.40
21.0
62.0
Mo:9.0 Nb:3.4
530
800
40
-196℃/45
钼镍基合金焊条,焊接高温,耐塑性变形及低温材料
ERNiCrMo-3
0.02
0.3
0.20
21.5
>60
Mo:9.0 Nb:3.6
540
800
38
-196℃/130
TIG/MIG焊丝,用途同FOX NIBAS 625
FOX NUT
-
开槽割条,可在铸铁,合金堆焊层上开槽,切割

进口焊接材料及国产焊材提供企业,美国SMC超合金焊接材料中国电力行业总代理并于日本神钢焊材,美国泰克罗伊焊材,美国赫伯特焊材,奥地利伯乐焊材,美国林肯焊材,瑞典伊萨焊材,瑞典阿维斯塔焊材,德国UTP焊材,德国卡斯特林焊材,德国法奥迪焊材,国产焊材上海司太立焊材、碳钢电焊条、纤维素电焊条、低合金钢电焊条、不锈钢电焊条、低温钢电焊条、钼及铬钼耐热钢电焊条、镍及镍合金电焊条、堆焊电焊条、堆焊焊丝、铸铁电焊条;MAG、MIG、和TIG的气体保护焊丝、埋弧自动焊丝和药芯焊丝等公司中国特约供应商,与本公司建立了长期固定的合作关系.ALLOY 82 ERNiCr-3 (不含AL) INCONEL600、601合金和 INCOLOY800 合金自身以及和它们与碳钢或不锈钢之间的焊接;钢的表面堆焊
ALLOY 72 ERNiCr-4 UNS NO6072;焊接INCONEL671、690合金,用于表面堆焊
ALLOY 92 ERNiCrFe-6 INCONEL、INCOLOY合金与不锈钢、碳钢以及MONEL合金之间的焊接;MONEL合金和Nickel200合金与不锈钢之间的焊接;不锈钢与碳钢之间的焊接
ALLOY 601 ERNiCrFe-11 焊接INCONEL601合金(含AL),具有良好的耐应力腐蚀开裂能力和机械性能。
ALLOY 625 ERNiCrMo-3 INCONEL625、INCOLOY825、INCO25-6Mo以及MONEL400合金的焊接;镍基合金与不锈钢异种材料间的焊接;表面堆焊
ALLOY C-276 ERNiCrMo-4 INCO C-276及其它Ni-Cr-Mo耐腐蚀合金的焊接;表面堆焊合金钢的焊接、钢的表面堆焊
ALLOY 622 ERNiCrMo-10 INCONEL622及其它Ni-Cr-Mo耐腐蚀合金的焊接;表面堆焊合金钢、双相钢、高强度双相钢、高强度奥氏体不锈钢的焊接;钢的表面堆焊
ALLOY G-30 ERNiCrMo-11 用于焊接 Hasbloy G-30
ALLOY 59 ERNiCrMo-13 用于焊接 ALLOY 59 低碳镍铬钼合金,硅、碳含量极低,无焊后开裂敏感性。
ALLOY 725 ERNiCrMo-15 INCONEL725 、INCOLOY925合金以及低合金高强钢的焊接;接头可热处理;钢的表面堆焊
ALLOY C-2000 ERNiCrMo-17 用于焊接 Hasbloy C-2000
ALLOY 617 ERNiCrCoMo-1 抗蠕变接头的焊接;INCONEL617、INCOLOY800、800H、800HT、803和HP45合金以及其它耐热铸造合金自身及它们之间的焊接,接头工作温度可达2100oF.
ALLOY 65 ERNiFeCr-1 焊接825(N08825)合金和其它类似镍铁铬钼铜合金
ALLOY 718 ERNiFeCr-2 用于焊接INCONEL X750、合金718、706等,应用于高强度航空发动机部件,超低温液体燃料火箭部件等
ALLOY 60 ERNiCu-7 MONEL 400合金自身的焊接,以及MONEL 400合金与钢的焊接;用埋弧焊方法对钢的表面进行堆焊;(其缓冲层填充材料61合金需用手工电弧焊方法熔敷)
ALLOY 67 ERCuNi 用于铜镍合金以及特定的青铜材料自身的焊接,以及这些材料和蒙乃尔 400 合金或 Nickel200 之间的焊接。

加拿大INDALO英达科铝焊丝中国总代理批发厂家INDALCO铝焊丝主要牌号有:1050,1100,4043,4047,5087,5183,5356,5554,5556,5754。常用焊丝直径:MIG:0.9,1.0,1.2,1.6mm。TIG:1.6,2.4,3.2,4.0mm。
ER1050/1100:用于MIG和TIG焊接的纯铝焊丝。此中焊丝在阳极处理后,具有很好的颜色配比性。适用于电力应用。抗蚀性很好,导通性优良。
ER1450:加入钛元素的纯铝焊丝。用于焊接纯正非合金的母材。钛的成分能够在接点金属中生成良好的晶粒结构并在较厚的铝材,如电车轨条和化工设备管道中焊接受限接点时防止固化裂纹的产生。
ER4043:硅合金铝焊丝。用于焊接可热处理的母材,确切说6×××的合金。由于它对热裂纹的较弱敏感性,也可用于焊接锻造和铸造材料。硅元素增强了凝固的流动性,因此备受焊接工人的亲赖。
ER4047:为钎焊设计的硅合金铝焊丝,比ER4043具更低熔点和更高流动性,也可用作熔接材料。可替代ER4043使用,含硅量更高,有助于减少热裂纹和产生更高的填角焊剪切力度。
ER5087:锰,镁,铬,锆合金铝焊丝。用于焊接5×××系列母材。锆成分的加入可在接点处形成良好的晶粒结构并在受限接点中减少固化裂纹的产生。
ER5183:用于焊接含镁量较高,要求具有较强抗拉强度的焊接。如要求抗拉强度为40ksi(276Mpa)或更高时,用于5083和5654母材。典型的应用是海洋及低温工业,或强度较高的铝制建筑构造。
ER5356:镁合金铝焊丝。为焊接5×××系列合金而设计的,在不要求40ksi(276Mpa)的抗拉强度条件下使用的通用型填充合金。阳极处理后具有良好的颜色配比性。
ER5556:含有大量的镁和锰。在5×××系列合金,如5083和5654中,可产生适应抗拉强度的接点。
ER5754:镁合金铝焊丝。用于焊接最大含镁量在3.5%的母材。阳极处理后具有良好的抗蚀性和颜色配比性。在一般建筑结构中具有广泛的适用性ER1050/1100:用于MIG和TIG焊接的纯铝焊丝。此中焊丝在阳极处理后,具有很好的颜色配比性。适用于电力应用。抗蚀性很好,导通性优良。
ER1450:加入钛元素的纯铝焊丝。用于焊接非合金的母材。钛的成分能够在接点金属中生成良好的晶粒结构并在较厚的铝材,如电车轨条和化工设备管道中焊接受限接点时防止固化裂纹的产生。
ER4043:硅合金铝焊丝。用于焊接可热处理的母材,确切说6×××的合金。由于它对热裂纹的较弱敏感性,也可用于焊接锻造和铸造材料。硅元素增强了凝固的流动性,因此备受焊接工人的亲赖。
ER4047:为钎焊设计的硅合金铝焊丝,比ER4043具更低熔点和更高流动性,也可用作熔接材料。可替代ER4043使用,含硅量更高,有助于减少热裂纹和产生更高的填角焊剪切力度。
ER5087:锰,镁,铬,锆合金铝焊丝。用于焊接5×××系列母材。锆成分的加入可在接点处形成良好的晶粒结构并在受限接点中减少固化裂纹的产生。
ER5183:用于焊接含镁量较高,要求具有较强抗拉强度的焊接。如要求抗拉强度为40ksi(276Mpa)或更高时,用于5083和5654母材。典型的应用是海洋及低温工业,或强度较高的铝制建筑构造。
ER5356:镁合金铝焊丝。为焊接5×××系列合金而设计的,在不要求40ksi(276Mpa)的抗拉强度条件下使用的通用型填充合金。阳极处理后具有良好的颜色配比性。
ER5556:含有大量的镁和锰。在5×××系列合金,如5083和5654中,可产生适应抗拉强度的接点。 生产耐磨焊条,镍基焊条,镍基焊丝,不锈钢焊条,不锈钢焊丝,铸铁焊条,碳化钨焊条,钴基焊条,银焊条,焊丝等多个品种规格的焊接材料。具有电弧稳定、飞溅小、溶渣覆盖均匀、脱渣易、焊缝成型好,金属强度、塑性、韧性、抗气孔性能良好等特点,产品销售网络覆盖全国各大中城市,并出口国外,已形成良性循环的经营体系,深受国内外用户赞誉。主要用于:堆焊石油、矿山、采煤、地质、建筑等工业中一些严重磨损或兼有切削的工件。如:铣鞋、磨鞋、扶正品、扩孔器、钻杆接头、水力割刀、刮刀片、刨煤机刨刀、取芯钻头、打桩钻头、螺旋钻头:煤矿、钻头修补。钢厂:糖厂:造纸厂、建筑、耐火材料厂等企业的搅拌与粉碎等:各种易磨损件引进具有国际先进水平的焊条生产线和配套齐全的检测设备.主要产品有镍基焊条,镍基焊丝,耐磨堆焊焊条D707、D938、D802、TDM-9、D618及特种焊条TS306防水电焊条、不锈钢条、铸铁焊条、钴基焊条、防水焊条,三用焊条,部分进口焊条等,公司也可根据客户要求进行生产。
OK AUTROD NICU-7/ERNiCu-7镍基焊丝瑞典伊萨E316L-15进口不锈钢焊条瑞典伊萨不锈钢焊条 OK64.30 E317L-17不锈钢焊条 进口伊萨ESAB不锈钢焊条
OK 78.16瑞典伊萨焊条成都区域销售低合金钢是指bai合金元素总量du小于5%的合金钢。低合金钢是相对于碳钢而言zhi的,是在dao碳钢的基础上,为了改善钢的性能,而有意向钢中加入一种或几种合金元素。加入的合金量超过碳钢正常生产方法所具有的一般含量时,称这种钢为合金钢。当合金总量低于5%时称为低合金钢,普通合金钢一般在3.5%以下,合金含量在5-10%之间称为中合金钢,大于10%的称为高合金钢。 低合金钢性能: 1、强度 钢结构件的屈服点决定了结构所能承受的不发生永久变形的应力。典型碳素结构钢的最小屈服点为235MPa。而典型低合金高强度钢的最小屈服点为345MPa。因此,根据其屈服点的比例关系,低合金高强度钢的使用允许应力比碳素结构钢高1.4倍。 与碳素结构钢相比,使用低合金高强度钢可以减小结构件的尺寸,使重量减轻。必须注意,对于可能出现弯曲的构件,其许用应力必须修正,以达到保证结构的坚固性。
 镍基合金焊条:
镍基合金焊条:
Tech-Rod 55 ENiFe-CI
Tech-Rod 122 ENiCrMo-10 INCONEL622及其它Ni-Cr-Mo耐腐蚀合金的焊接;表面堆焊合金钢、双相钢、超高强度双相钢、超高强度奥氏体不锈钢的焊接;钢的表面堆焊
Tech-Rod 187 ECuNi
Tech-Rod 99 ENi-CI
Tech-Rod 135 AWS无对应
Tech-Rod 190 ENiCu-7
Tech-Rod 112 ENiCrMo-3 INCONEL625、INCOLOY825、INCO25-6Mo以及MONEL400合金的焊接;镍基合金与不锈钢异种材料间的焊接;表面堆焊
Tech-Rod 141 ENi-1 ERNi-1焊接200, 201镍合金以及镀镍钢板;钢与镍异种材料间的焊接;钢的表面堆焊。
Tech-Rod 276 ENiCrMo-4 NCO C-276及其它Ni-Cr-Mo耐腐蚀合金的焊接;表面堆焊合金钢的焊接、钢的表面堆焊
Tech-Rod 117 ENiCrCoMo-1抗蠕变接头的焊接;INCONEL617、INCOLOY800、800H、800HT、HP45合金以及其它耐热铸造合金自身及它们之间的焊接,接头工作温度可达2100OF
Tech-Rod 182 ENiCrFe-3 INCONEL600、601合金和INCOLOY800合金自身以及和它们与碳钢或不锈钢之间的焊接;钢的表面堆焊
Tech-Rod Weld A ENiCrFe-2抗蠕变接头的焊接、异种材料焊接;马氏体钢、铁素体钢和高镍合金的焊接,含镍9%合金钢焊接
镍基焊丝、焊条、ERNiCrMo-4、?镍基焊丝、焊条、ERNiCrMo-11用于镍铬铁合金自身的焊接及与碳钢的焊接?ENiCrFe-2?用于奥氏体钢,铁素体钢及高镍合金之间的异种焊接
瑞士OERLIKON公司是一家具有百年历史的欧洲老牌专业公司,对质量的高度重视及科技的高额投入,创立了经久不衰的著名品牌,公司的焊接材料品种近500种。主要产品为铬钼合金、耐热合金、镍基合金、双相和超双相合金。包括手工电弧焊条,MIG/MAG、TIG、埋弧焊丝和各种药芯焊丝。这些产品广泛应用于高强度,高低温韧性的低合金钢、耐热钢、镍基合金和各种不锈钢的焊接。
尤其在低温合金、耐热(CrMo)合金方面产品全、品种多、技术含量高、质量要求严格。特别是在核电、电力建设、石油化工、压力容器、电站锅炉、桥梁、船舶邓行业中,世界上都广泛的应用。(如火电建设中炉顶管、再热器管 主蒸汽管道方面的焊接)早已成为欧洲的焊接材料生产商。
BASINOX
低合金钢(MIG/MAG)药芯焊丝
AWS型号 产品牌号 主要力学性能 特性简单介绍
E81T1-W FLUXOFILCORD 48/S 580 ≥470 ≥47(-20℃) Cu:0.5,Cr:0.6,Ni:0.6,焊接腐蚀的高强钢,适合单道和多道焊
E81T5Ni1 SAFDUAL 202 620 540 80(-60℃) 含Ni:0.9%,低温(-60℃)冲击性能优良,适合全位置焊接,焊缝背面融合良好
E90T5-G FLUXOFIL43.1 550-650 ≥430 ≥40(-20℃) Mo:0.3,Ni:2.0,V:0.1,焊接高强钢,焊接工艺性能优良
E91T5-B3 FLUXOFIL 37STC 550-650 ≥450 120(-20℃) Cr:2.3%,Mo:1.0%,焊接2.25Cr-1Mo钢,杂质含量低,焊接步冷热处理耐热钢
E110T5-K4 FLUXOFIL M142 800 ≥680 ≥27(-51℃) Mo:0.4%,Ni:2.0,Cr:0.4金属粉芯无缝药芯焊丝,工艺性能与FLUXOFIL M8相近,低温冲击性能优良
E120T5-G FLUXFILCORD 45 1000 ≥900 47(-40℃) Ni:1.8%,Mo:0.4%,Cr:1.0%,高强钢药芯焊丝,低温冲击性能和抗裂性能非常好

镍基合金,铸铁,铜,铝焊条和焊丝
品名 AWS型号 产品牌号 特性简单介绍
镍基合金,铸铁,铜,铝焊条和焊丝 E Ni Cr Fe 2 SAFINOX BNC75.15M 非常优良的低温冲击性能和抗热裂纹性能,用于焊接(因可镍等合金)高温抗懦变和低温容器,不预热焊接Cr-Mo钢
ENiCrFe3 SAFINOX B011 非常优良的低温冲击性能和抗裂纹性能,用于焊接(因可镍等合金)高温抗懦变和低温容器,不用预热焊接Cr-Mo钢
E Ni Cr Mo 3 SAFINEL 625 非常优良的低温冲击性能和抗热裂纹性能,用于焊接(因可镍等合金)高温抗懦变和低温容器,不用预热焊接Cr-Mo钢
E Ni Cu 7 SAFINOX B N Cu 7 优良的抗高温腐蚀和抗氧化性能,焊接蒙乃尔合金
ENIFE-C1 SAFONTE DOUCE 铸铁焊条,焊接工艺性能和焊缝金属性能良好,特别适合需要机加工的工件焊接
ENIC1 SAFONTE Ni 铸铁焊条,许多性能与SAFONTE DOUCE相似,含镍量更高,所以抗裂性和机加工性能更好
E1100 ALCORD 99.5 Al≥99.5%,σb:80,σs:30,δ5:30%,纯铝焊条
E3003 ALCORD-ALUMMAN Mn:1.3,Si:0.4,Fe:0.3,铝余量:σb:110,σs:40,δ5:20%,铝锰合金焊条
E4043 ALCORD 5 Si Si:5.0,Fe:0.3,铝余量:σb:160,σs:90,δ5:15%

本公司产品覆盖全国:江苏:南京、镇江、扬州、苏州、南通、如皋、常州、昆山、太仓、泰州、宜兴、溧阳、徐州、盐城、丹阳、无锡、常熟、通州;浙江:杭州、宁波、嘉兴、海宁、温州、台州、舟山、诸暨、绍兴、余姚、慈溪、乐清、金华、义乌、江山、衢州、湖州;安徽:合肥、芜湖、蚌埠、马鞍山、黄山、安庆、铜陵、淮南、滁州华东山东:济南、青岛、临沂、日照、黄岛、淄博、潍坊、烟台、威海、东营、泰安;华中河南:郑州、信阳、许昌、焦作、安阳、南阳、平顶山、洛阳、华中湖北:武汉、黄石、咸宁、宜昌、襄樊、荆州;华中湖南:长沙、岳阳、株洲、衡阳、郴州、娄底、邵阳、张家界、益阳;华中江西:南昌、九江、赣州;西北地区:西安、太原、兰州、银川、西宁、拉萨、乌鲁木齐;西南地区:贵阳、昆明、成都、绵阳;华北地区:石家庄、呼和浩特、包头、通辽、锡林郭勒; 东北三省:沈阳、大连、长春、吉林、哈尔滨; 华南地区:湛江、海口、三亚、南宁、汕头; 咨凡在我公司采购产品的所有客户均可享受货到物流代收货款的业务,由于型号繁多,网站上有部分型号没有列出,如果本站没有找到你需要的焊条型号,请联系我们的客服或电话咨询!
我公司的焊接材料以质量优,品种多,型号齐全服务周到,深受广大拥护的信赖。 公司主要产品:不锈钢焊条、钴基合金焊条、耐磨焊条、镍基合金条、不锈钢焊丝、钴基合金焊丝、耐磨焊丝、镍基合金焊丝、银焊丝等各种焊接材料及代理进口焊接材料。并可根据客户的要求,生产各种规格型号的产品。产品销售网络覆盖全国各大中城市,已形成良性循环的经营体系,深受国内外用户赞誉。同时,决策层以冷静的思考,将主要精力放到提高技术和管理水平上,通过提高品种质量和调整产品结构来增加竞争力,以一流的设备,一流的技术,创一流的品牌和业绩。 主要生产:碳化钨耐磨焊条,堆焊焊条,钴基焊条,钴基焊丝,银焊条,Z308纯镍铸铁焊条,高温耐磨焊条,抗冲击耐磨焊条, 三用镍合金焊条,可加工耐磨焊条,模具焊条,阀门焊条,钴基焊条,高锰钢堆焊条,不锈钢焊条,耐热钢焊条,铜及铜合金焊条,防水焊条,各种稀有焊条 ,铸造碳化钨气焊条;再生铸造碳化钨粉;镍基粉;YD合金气焊条,堆焊焊丝,不锈钢焊丝,银铜焊条及焊丝,铸铁焊丝,镍基焊丝部分进口焊条焊丝,等各种焊接材料。

- 超大库存 安全可靠 1734-AENT 接触器 模块
- 操作灵活 调试方便 1734-ADN 处理器 冗余模块
- C3CONTROLS CAT#22POTO10K-TBW
- SEIKOM NLSW45-6 805020
- FUTURE DESIGN CONTROLS FDC9300-416601
- 美国MOOG穆格D661-4026全新原装
- 美国MOOG穆格D633-419B国外直采
- 美国MOOG穆格D633-501B特惠
- 美国MOOG穆格G761-3007B供应
- MOOG伺服阀D633-419B性能
- MOOG伺服阀D661-4020B技术参数
- 美国MOOG穆格D661-4056B特点
- MOOG伺服阀D661-4045B性能
- MOOG伺服阀D633-500B说明书
- MOOG伺服阀G761-3004B现货特价
