大西洋 CHT81Ni1 E551T1-Ni1C 高强钢药芯焊丝CHT81B2药芯焊丝 耐热钢药芯焊丝 气体保护焊丝 配合承压设备埋弧焊丝H0Cr21Ni10、H00Cr21Ni10、H00Cr19Ni12Mo2等,焊接承压设备不锈钢及高合金耐热钢等重要结构。
承压设备用埋弧焊丝 JQ.H08A
H08A
EL8
与承压设备用烧结型焊剂JQ.SJ301、JQ.SJ501配合,可用于承压设备用420N/mm2抗拉强度等级如Q245R(20g、20R) 等碳钢结构的焊接。
承压设备用埋弧焊丝 JQ.H08Mn2MoA
H08Mn2MoA
承压设备用埋弧焊丝 JQ.H08MnA
H08MnA
EM12
与承压设备烧结型焊剂JQ.SJ101配合,可用于承压设备用420N/mm2抗拉强度等级母材的高速焊接及填充焊接,如Q245R(20g、20R)。
承压设备用埋弧焊丝 JQ.H08MnMoA
H08MnMoA
承压设备用埋弧焊丝 JQ.H10Mn2
H10Mn2
EH14
大西洋R307/R317/R407耐热钢焊条 R307耐热钢焊条 符合GB E5515-B2 相当AWS E8015-B2 简 介:低氢型药皮的珠光体耐热钢焊条,采用直流反接,可全位置焊接,焊前须预热到160℃-250摄氏度。焊接工作温度在520℃以下的Cr1%- Mo0.5%珠光体耐热钢(如15CrMo等)焊接,如锅炉管道、高压容器、石油精炼设备等,也可用来焊接30CrMnSi铸钢。 R317耐热钢焊条 符合GB E5515-B2-V 简介:低氢钠型药皮的Cr1%-Mo0.5%-V珠光体耐热钢焊条,采用直流反接,可全位置焊接,焊前须预热到250~300℃。焊接工作温度在540℃以下的珠光体耐热钢(如12CrMoV),用于如高温高压锅炉管道、石油裂化设备、高温合成化工机械焊接等。 R407耐热钢焊条 符合GB E6015-B3 相当AWS E9015-B3 简介:低氢钠型药皮的Cr2.5%-Mo1%珠光体耐热钢焊条,采用直流反接,可全位置焊接,焊前须预热到200~300℃。用于焊接Cr2.5Mo类(2.25CrMo等)珠光体耐热钢。如550℃以下工作的高温高压管道、合成化工机械、石油化设备等。 R507耐热钢焊条 符合GB E5MoV-15 相当AWS E8015-B6 简介:低氢钠型药皮的Cr5%-Mo珠光体耐热钢焊条,具有高温抗氢侵蚀性能。可采用直流反接,短弧操作。可全位置焊接,焊前须预热到300~400℃(整个焊接过程中必须保持此温度)。用于焊接Cr5Mo珠光体耐热钢。如400℃以下工作的高温抗氢侵蚀的管道。 R717耐热钢焊条 符合GB E9015-B9 简介:低氢钠型药皮的Cr9Mo1Ni0.8V的贝氏全-马氏体耐热钢焊条。可采用直流反接,可全位置焊接,焊前须预热到300~400℃。用于焊接工作温度在600-650℃的Cr9MoNiV(如T91或P9)耐热钢,如蒸汽管道、过热器管等。与承压设备烧结型焊剂JQ.SJ101配合,可用于承压设备用500N/mm2抗拉强度等级母材的高速焊接及填充焊接。如Q345R(16Mng、16MnR)、Q370R等。
承压设备用埋弧焊丝 JQ.H10MnSi
H10MnSi
EM13K
与承压设备烧结型焊剂JQ.SJ101配合,可用于420N/mm2抗拉强度等级母材的高速焊接及填充焊接均可。多用于承压设备、桥梁、船舶等工程的焊接。
承压设备用埋弧焊丝 JQ.MH00Cr19Ni12Mo2
F316-H0Cr19Ni12Mo2
ER316
常应用于承压设备、石油化工、化肥设备,如06Cr17Ni12Mo2(SUS 316)等材料的焊接。
承压设备用埋弧焊丝 JQ.MH00Cr21Ni10
F308L-H00Cr21Ni10
ER308L
广泛应用于承压设备、石油化工等行业,如022Cr18Ni9(SUS 304L)等材料的焊接。
承压设备用埋弧焊丝 JQ.MH0Cr19Ni12Mo2
F316-H0Cr19Ni12Mo2
ER316
常应用于承压设备、石油化工、化肥设备,如06Cr17Ni12Mo2(SUS 316)等材料的焊接。
承压设备用焊剂 JQ.SJ601
配合承压设备埋弧焊丝H0Cr21Ni10、H00Cr21Ni10、H00Cr19Ni12Mo2等,焊接承压设备不锈钢及高合金耐热钢等重要结构。
CHH317
(R317)
符合:GB E5515-B2-V
|
说明:CHH317是低氢钠型药皮的低合金钢焊条。采用直流反接,短弧操作,可进行全位置焊接。焊前焊件需预热至250-300℃,焊后需经700~740℃回火处理。 用途:用于焊接工作温度在540℃以下的铬钼钒珠光体低合金钢。如高温、高压锅炉管道、石油裂化设备、高温合成化工机械等,也可焊接一般高强度结构钢。 熔敷金属化学成份(%):
熔敷金属力学性能:(730℃×2h回火)
药皮含水量≤0.3% X射线探伤要求:Ⅰ级。 参考电流:(DC+)
注意事项: ⒈焊前焊条须经350~380℃烘焙1小时,随烘随用。 ⒉焊前必须对焊件清除铁锈、油污、水份等杂质。 |


|
A101 |
E308-17 E308-17 |
钛型Cr19Ni10不锈钢焊条,施焊时药皮具有不发红、不开裂的特点,具有良好的力学性能及抗晶间腐蚀性,特别适于薄板焊。用于工作温度低于300℃耐蚀的0Cr19Ni9、0Cr19Ni10Ti不锈钢结构 |
|
A102 |
E308-16 E308-16 |
钛钙型药皮的Cr19Ni10不锈钢焊条,具有良好的力学性能及抗晶间腐蚀性能,可直交流两用,操作性能。用于焊接在高温条件下的耐热不锈钢,也可用来焊接不锈钢衬里,异种钢等。在焊接淬硬性高的碳钢、低合金钢时韧性。 |
|
A102T |
E307-16 E308-16 |
用低碳钢焊芯、药皮过渡鉻镍等合金元素而获得高效率的Cr19Ni10不锈钢焊条,熔敷效率可达130%-150%,具有良好的力学性能及抗晶间腐蚀性,工艺性能优异,直交流两用交流稳弧性好,药皮无发红开裂现象,适于平焊和平角焊。用于工作温度低于300℃耐腐蚀的0Cr19Ni9、0Cr19Ni10Ti不锈钢焊接及表面层堆焊。 |
|
A102A |
E308-17 E308-17 |
钛酸型碳不锈钢焊条,具有良好的力学性能及抗晶间腐蚀性,具有耐发红、熔化速度快等特点,直交流两用,工艺性能好。用于工作温度低于300℃耐蚀的0Cr19Ni9、0Cr19Ni10Ti不锈钢结构 |
|
A107 |
E308-15 E308-15 |
低氢型Cr19Ni10不锈钢焊条,具有良好的力学性能及抗晶间腐蚀性,采用直流反接,可全位置焊。用于工作温度低于300℃耐腐蚀的0Cr19Ni9不锈钢焊接及表面层堆焊 |
|
A112 |
- (-) |
钛钙型Cr19Ni9不锈钢焊条,由于焊缝含碳量较高,晶间腐蚀性大,焊后经1050-1100℃水淬处理可获得较好的抗晶间腐蚀性能,直交流两用,工艺性能优异,特别适于薄板平焊。用于焊接一般腐蚀性要求不高的Cr19Ni9不锈钢 |
|
A117 |
- (-) |
低氢型Cr18Ni9不锈钢焊条,由地焊缝含碳量较高,晶间腐蚀性大,焊后经1050-1100℃水淬处理,可获得较好的抗晶间腐蚀性能,直交流两用,工艺性能优异,特别适于薄板平焊。用于焊接一般腐蚀性要求不高的的Cr18Ni9不锈钢 |
|
A122 |
- (-) |
钛钙型Cr22Ni9双相不锈钢焊条,直交两用,由于焊缝含含有较多的铁素体,故具有优良的抗裂性及晶间腐蚀性。用于工作温度低于300℃、要求抗裂及耐蚀性较高的Cr22Ni9双相不锈钢。 |
|
A132 |
E347-16 ?E347-16 |
钛钙型含铌Cr19Ni10Nb不锈钢焊条,具有优良的抗裂性及晶间腐蚀性能,直交两用,工艺性优异。用于重要的耐腐蚀含钛稳定化元素的0Cr19Ni11Ti不锈钢。 |
|
A132A |
E347-17 E347-17 |
钛型含铌Cr19Ni10Nb不锈钢焊条,具有优良的抗裂性及晶间腐蚀性,药皮耐发红,融化速度快,直交两用,工艺性能优异。用于重要的耐腐蚀含钛稳定化元素的0Cr19Ni11Ti不锈钢。 |
|
A137 |
E347-17 E304-17 |
低氢型含铌Cr19Ni10Nb不锈钢焊条,具有优良的抗裂性及晶间腐蚀性,采用直流反接,可全位置焊。用于重要的耐腐蚀含钛稳定化元素的0Cr19Ni11Ti不锈钢。 |
|
A146 |
- (-) |
低氢型含铌Cr20Ni10Mn不锈钢焊条,直交两用,可全位置焊,熔敷金属具有良好的力学性能。用于重要的0Cr20Ni10Mn6不锈钢。 |
|
A172 |
E307-16 ?E307-16 |
钛钙型不锈钢焊条,直交两用,具有优良的抗裂性。用于ASTM307钢及其他异种钢焊接,也用于耐冲击、腐蚀钢和过渡层的堆焊,如高锰钢、猝硬钢。 |
|
A201 |
E316-17 E316-17 |
钛型Cr18Ni12Mo2不锈钢焊条,施焊时药皮不发红、不开裂,由于焊缝金属添加钼,具有良好的耐蚀、耐热及抗裂性,特别对抗氯离子点蚀有好处,可直交流两用,工艺性优异,适宜薄板的平焊和角焊。用于有机酸和无机酸介质中工作的0Cr18Ni12Mo2不锈钢,也用于焊后不能热处理的高铬钢或异种钢焊接。 |
|
A202 |
E316-16 E316-16 |
钛钙型Cr18Ni12Mo2不锈钢焊条,由于焊缝金属添加钼,具有良好的耐蚀、耐热及抗裂性,特别对抗氯离子点蚀有好处,可直交流两用,工艺性优异。用于有机酸和无机酸介质中工作的0Cr18Ni12Mo2不锈钢。 |
CHE507NiLH 低氢型 直流 焊接低合金钢重要结构,如海上平台.船舶等
CHE507RH 低氢型 直流 焊接低合金钢重要结构,如海上平台.船舶
CHE507CuP 低氢型 直流 焊接铜磷系统抗大气.海天腐蚀钢
CHE507Crni 低氢型 直流 焊接抗硫化氢钢如14MnMoNbCu等
CHE507CrNi 低氢型 直流 用于耐海水腐蚀钢的焊接
CHE507FeNi 低氢型 直流 用于中碳钢等
CHE508Ni 低氢型 交直流 用于相同等级低合金钢结构的焊接
CHE556CrNiCu 低氢型 交直流 ASTMA242. A558. Q450NQR1等耐侯钢焊接
CHE556H 低氢型 交直流 用于高性能.耐火.耐侯建筑用钢的焊接如WGJ510C2
CHE557 低氢型 直流 焊接中碳钢和15MnTi等低合金钢
CHE557RH 低氢型 直流 压力容器.桥梁.电站下降管及海洋工程焊接
CHE557MoV 低氢型 直流 焊接中碳钢及相应强度低合金钢
CHE557Ni 低氢型 直流 压力容器.桥梁.船舶.锅炉等中碳钢及相应强度等级纸合金钢焊接
CHE558Ni 低氢型 直流 用于焊接相同等级的低合金钢结构如15MnTi,15MnV
CHE558CrNiCu 低氢型 交直流 ASTMA242. A588. Q450NQR1等耐侯钢焊接
CHE62CFLH 低氢型 直流 焊接62CF碳钢及相应强度低合金钢
CHE606 低氢型 交直流 焊接中碳钢及相应强度低合金钢
CHE607 低氢型 直流 焊接中碳钢及相应强度低合金钢
CHE607Ni 低氢型 直流 焊接再热裂倾向的钢
CHE607RH 低氢型 直流 压力容器.桥梁.电站下降管及海洋工程焊接. CF60(62).WH610D2钢达到很好匹配
CHE707 低氢型 直流 焊接相应强度的低合金钢
CHE707Ni 低氢型 直流 焊接相应强度的低合金钢
CHE757 低氢型 直流 焊接相应强度的低合金钢
CHE757Ni 低氢型 直流 主要用于焊接相应强度级别的低合金钢重要结构.如14MnMoNbB和WEL-TEN80等钢的焊接构件
CHE758 低氢型 直流 焊接相应强度的低合金钢
CHE85C 低氢型 直流 焊接WEL-TEN80C钢
CHE807 低氢型 直流 焊接WEL-TEN80C钢
CHE807RH 低氢型 直流 压力容器.桥梁.电站下降管及海洋工程焊接.是CF80钢良好匹配焊条
CHE857 低氢型 直流 焊接相应强度的低合金钢
CHE857Cr 低氢型 直流 焊接相应强度的低合金钢
CHT80B2B
碱型气保护药芯焊丝
E550T5-B2C
E80T5-B2C
适用于塑韧性有较高要求的、温度在520度以下的1%Cr-0.5%Mo钢的焊接
CHT80B2BM
金属型药芯焊丝
E550T5-B2M
E80T5-B2M
采用混合气体保护,适用于焊接工作温度在520度以下的1%Cr-0.5%Mo低合金钢耐热钢(如15CrMo)
CHT81B2V
钛型气保护药芯焊丝
适用于焊接工作温度在540度以下的珠光体耐热钢(如12CrMoVR)
CHT80B2VBM
碱型气保护药芯焊丝
采用混合气体保护,适用于焊接工作温度在540度以下的珠光体耐热(如12CrMoVR)的焊接
CHT80CB2V
金属型药芯焊丝
采用混合气体保护,适用于焊接工作温度在540度以下的珠光体耐热(如12CrMoVR)的焊接
CHT91B3
钛型气保护药芯焊丝
E621T1-B3C
E91T1-B3C
适用于焊接工作温度在550度以下的耐热钢(如2.25%Cr-1%Mo)
CHT91B3A
钛型气保护药芯焊丝
E621T1-B3C
E91T1-B3C
适用于焊接工作温度在550度以下的耐热钢(如2.25%Cr-1%Mo)
CHT91B3M
钛型气保护药芯焊丝
E621T1-B3M
E91T1-B3M
采用混合气体,适用于塑韧性有较高要求的工作温度低于550度以下的2.25%Cr-1%Mo钢焊接耐热钢的焊接
CHT90B3B
碱型气保护药芯焊丝
E620T5-B3C
E90T5-B3C
适用于塑韧性有较高要求的工作温度低于550度以下的2.25%Cr-1%Mo钢焊接耐热钢的焊接
CHT81B6
钛型气保护药芯焊丝
E551T1-B6C
E81T1-B6C
适用于焊接Cr5Mo类钢
CHT80B
碱型气保护药芯焊丝
E550T5-GC
E80T5-GC
用于550MPa级高强度的焊接,塑韧性、抗裂性好,扩散氢含量低
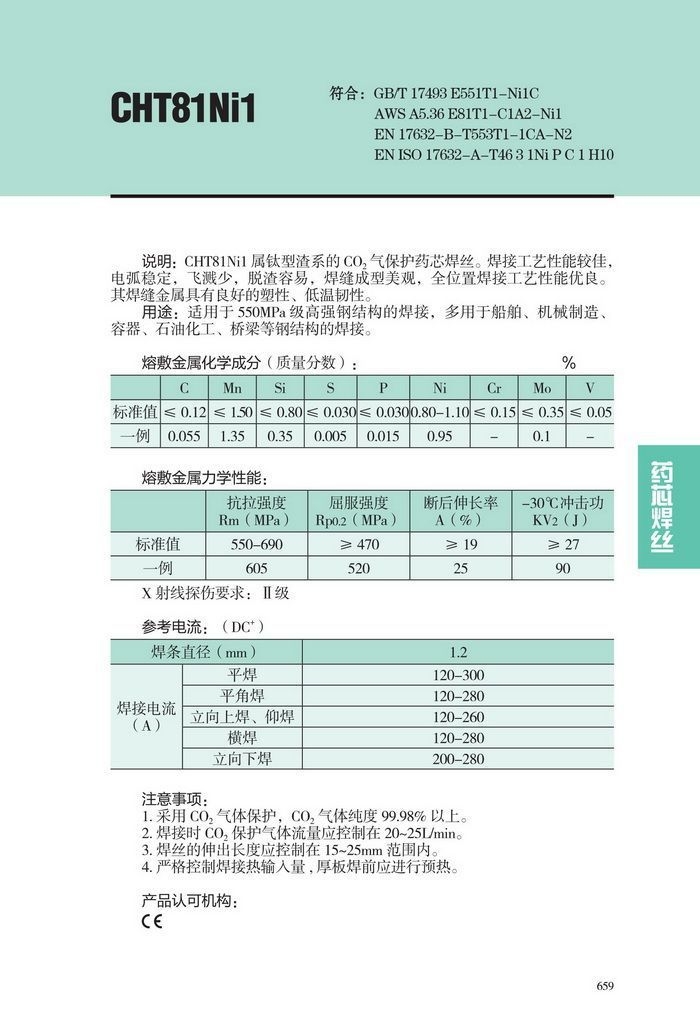
CHT81Ni1
钛型气保护药芯焊丝
E5511-Ni1C
E81T1-Ni1C
适用于550MPa级高强钢结构的焊接,低温冲击韧性良好