










 卫哥:
卫哥:
[视频]
卫哥:
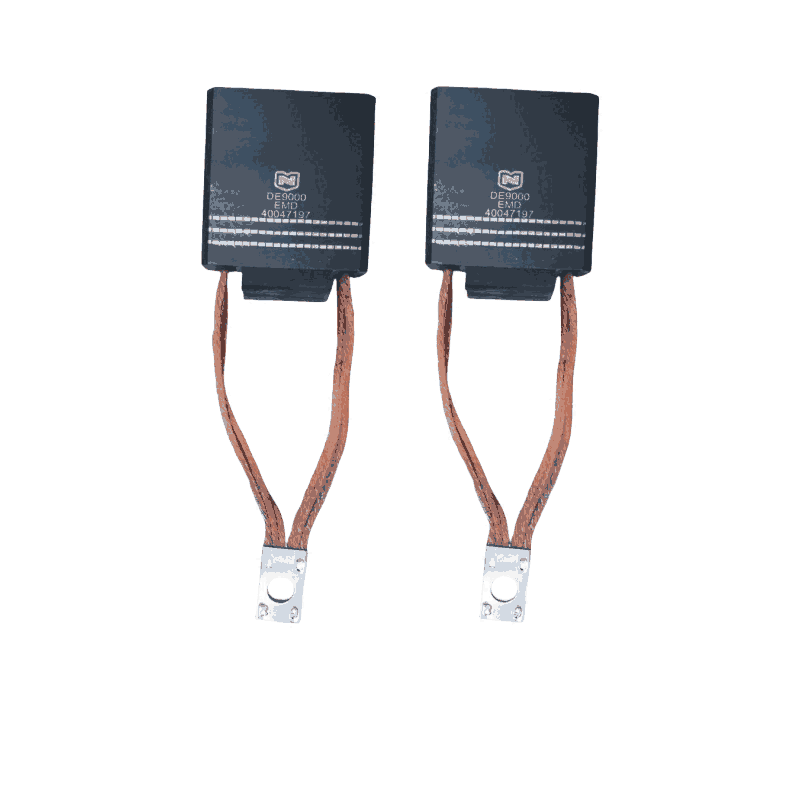
从碳的角度来看,我的经验通常告诉我不要纠结于OEM机车类型,而是要专注于安装在机车上的牵引电机,因为这往往是我们的内部知识库所在,即GE761牵引电机,我们知道刷子,支架,一套有多少, OEM接受碳等级等。这种方法适用于许多铁路应用。GE机车 GE机车的主要应用是;交流发电机电刷 交流发电机电刷通常为通用电气批准的R318级。R318是一种基于树脂的石墨材料,可在钢制滑环套件上提供低摩擦,高润滑性能。虽然不常见,但这种刷子的设计通常是双晶圆,在高振动占空比的部分提供可乘坐性并保持与滑环表面的充分接触。电网鼓风机电机刷 传统上,网格鼓风机刷是通用电气批准的 T2 级 583 晶圆设计刷,常见设计用于铁路和采矿应用。这是一种标准的直流电机应用,每组有 4 个电刷,T583 材料是经过处理的等级,可提供出色的换向和成膜特性。牵引电机电刷 根据牵引电机的设计,即 GE761、GE752、GE793、GE772 和 GE776,碳刷的设计可能有所不同。常用牌号为T900、T959和T593。所有材料均获得通用电气的批准,并且是通用电气的牵引电机的特定应用,大多数通用电气牵引电机中使用的牵引电刷具有 2 晶圆反作用刷设计,同样旨在提供电刷接触稳定性在各种环境具有挑战性的操作条件下。GE交流发电机电刷 GE电网鼓风机电机电刷 GE761牵引电机电刷 GE761牵引电机电刷架反应类型
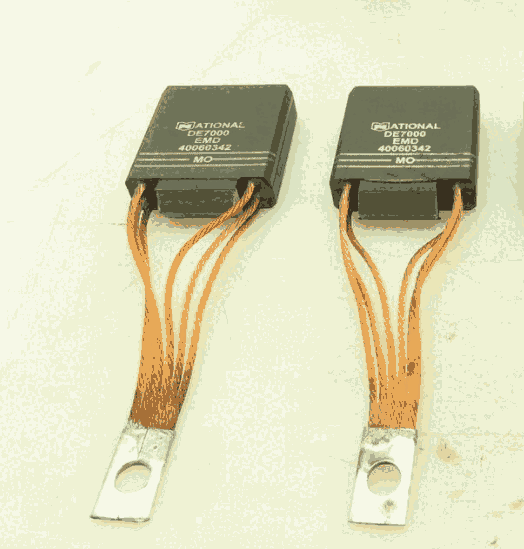
6EMD机车EMD机车基本上遵循相同的原理,我们有发电机,辅助驱动器,如启动电机,燃油泵和牵引电机的传动系统,其中使用刷子。同样,我们内部通常关注的重点是了解发电机和牵引电机的型号,因为这通常会提供使我们能够识别产品的信息。作为EMD的OEM,通过美国格林维尔,我们的EMD设计产品以DE为柴油电动应用,后跟数字表示碳等级,常见的EMD材料是DE8,DE7,DE7000,DE9000。这些牌号是经过处理的材料,DE8等发电机牌号具有树脂浸渍,以满足低负载期的需求,同时有助于铜绿的形成。典型的 EMD 电刷图案 D77/D78 有刷 D87B 电刷 D43 有刷 D29 有刷发生器 电刷应用 EMD 在机车应用中主要使用的发电机是 D12、D15、D25 或 D32 发电机型号,其中 D25 和 D32 设计在市场上更为常见。用于 EMD 发电机应用的 OEM 和久经考验的牌号是 DE8 级。DE8 是一种经过处理的材料,旨在满足各种负载,同时在发电机组的空载期间提供均匀的铜绿。刷子通常采用 2 晶圆设计,背面晶圆上有一个集成的塑料顶部。这通常应该是EMD发电机提供的唯一等级。
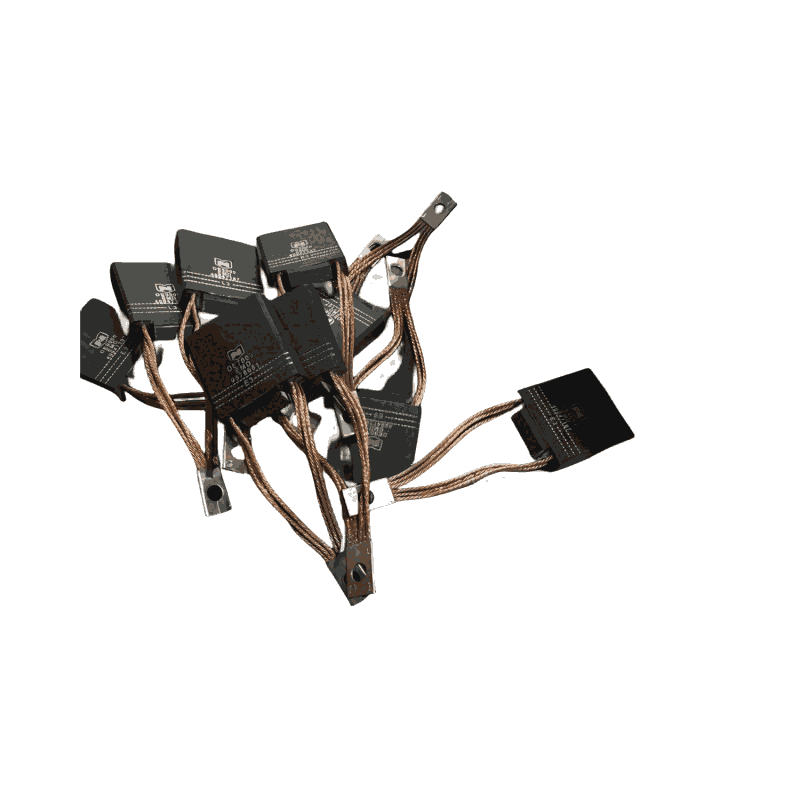
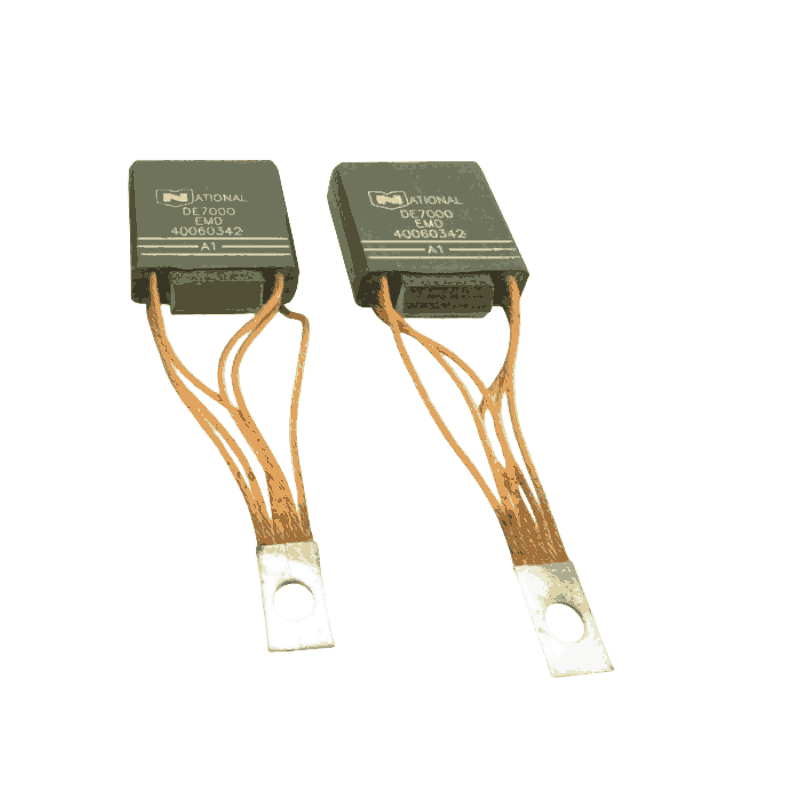
7牵引电机应用 多年来,我们的牌号一直以 EMD 作为 OEM 发展,因为他们寻求牵引电机的更高性能,从 DE5 过渡到 DE7 等牌号,再到广泛接受的优质材料 DE7000 和 DE9000。DE7000 是为通常重载的高负载低速货运类型应用开发的,而 DE9000 等级是为包括乘用车运输在内的低负载高速应用开发的。这些牌号是EMD牵引电机应用中最常用的材料。EMD 牵引电机用字母 D 分类,然后用两到三位数字表示电机类型。典型的名称是D29,D31,D43,D77,D79和D87b。每个电机由四个刷架组成,配置如下;D29/D31 4 个刷架(2 个口袋) 每个电机 8 个刷子 D43 每个电机 4 个刷架(3 个口袋) 每个电机 12 个刷子 D77/D79 每个电机 4 个刷架(3 个口袋) 每个电机 12 个刷子 D87b 每个电机 4 个刷架(4 个口袋) 每个电机 16 个刷子 全球的电刷配置在使用的晶圆数量方面有所不同。从经验来看,美国通常使用3个晶圆(三重)设计刷,而全球其他地区使用2个威化刷设计(双)刷。在美国以外,轨道配置不同,最初导致 3 晶圆设计的电刷故障问题,因此转向 2 晶圆双晶圆刷设计。GE和EMD机车的牵引刷模式均由摩根先进材料美国公司生产,必须直接向美国销售团队咨询,以便我们以协调的方式管理这些全球大客户。刷架和替换零件不是为EMD和GE应用内部制造的,多年来一直通过以前拥有的Fulmer公司采购,该公司现在构成Wabtec Fulmer刷架目录的一部分,可通过全球电气门户网站的非集团供应商部分获得。D29/D31 刷架 D77 刷架 D87B 刷架 D32 发电机刷架 刷架有如图所示的时钟弹簧版本和恒力设计
九故障处理:
1、为保障电机的正常运行,正确选择电刷型号是十分重要的,由于制造电刷时所选用的原材料和工艺不同,其技术性能也有差异。因此在选择电刷时,应该综合考虑电刷的性能和电机对电刷的要求。
电刷使用性能良好标志应该为:电刷的使用寿命长,并不磨损换向器或集电环;电刷具有良好的换向和集流性能,使火花抑制在允许的范围内,并且能量损耗小;电刷运行时,不过热,噪音小,装配可靠,不破损。
2、电刷装入刷握内要保证能够上下自由移动,电刷与刷握内壁的间隙在0.1-0.3毫米之间,以避免电刷和刷握之中因间隙过大产生摆动。刷握下边缘距整流子表面的距离应该保持在2毫米左右。如距离过小,刷握容易触伤换向器,距离过大,电刷易颤动而导致破损。
3、在同一台电机上,原则上应该使用同一种型号的电刷,但对于个别换向特别困难的大中型电机,可采用双子电刷,其滑入边采用润滑性能好,滑出边采用抑止火花能力强的电刷,从而使电刷的运行得到改善。
4、电刷磨损到一定程度要更换新的电刷,电刷一次全部更换,如果新旧混用,可能会出现电流分布不均匀的现象。对于大型机组,停机更换电刷,势必影响生产,可以选择不停机,我们通常建议客户的做法是每次更换20%的电刷(即每台电机的每个刷杆的20%),每次间隔时间为1-2周,待磨合再逐步更换其余电刷,以保证机组的正常连续运行。
5、为了使电刷与换向器接触良好,新电刷应该进行磨弧度,磨弧度一般在电机上进行。在电刷与换向器之间放置一件细玻璃砂纸,在正常的弹簧压力下,沿电机旋转方向研磨电刷,砂纸应该尽量粘紧换向器,直至电刷弧面吻合,然后取下砂纸,用压缩空气吹净粉尘,再用软布擦拭干净。研磨电刷不宜采用金刚砂纸,以防金刚砂颗粒嵌入换向器槽内,在电机运行时,擦伤电刷和换向器表面。磨弧后,电机先20-30%以负荷运转数小时,使电刷和换向器磨合,并建立均匀的氧化薄膜。再逐步提高电流至额定负荷。
6、施于同一台电机各电刷的单位压力应力求均匀,以免电流分配不均,导致个别电刷产生过热和火花。电刷的单位压力应按“电刷技术性能表”来选择。
十日常维护:
碳刷在运行过程中,应进行及时的维护。常会维护不好而造成事故,甚至停机停产。反之,加强对集电装置部分的维护,能及早发现问题和解决问题,可以免除很多事故的发生。带有换向器的电机,由于碳刷不但起传导电流的作用,而且还起换向作用,因而其监护工作量要大得多。经常和仔细观察换向火花的状态和特征是非常重要的。直流电机换向火花的大小和状态,是影响换向诸因素综合作用的反映,是电机运行情况好坏的主要标志。因而仔细观察火花的产生及其变化规律,是分析火花产生的原因和采取措施来消除火花的根据。
电机运行时所产生火花的形态,通常分为点状火花(很微弱且不连续);粒状火花(较点状火花大,亮度也较点状火花强);火球状火花(在碳刷滑出边上停留或浮动的红色或白色的明亮球状火花);火舌状火花(在碳刷滑出时,火花拖长,有短火苗,一般为红色);爆鸣状火花(火花明亮,有较大的放电声响);飞溅状火花(火舌拖出较长,有火星飞越现象);环火状火花(碳刷滑出边火花拖长并附在换向器表面形成环火,严重时形成正负刷架间的弧光短路)。

- 509992269R10科技是生产力的源泉
- Hitachi Kokusai KDSC-2007CONT-EDA
- 钦州台达DVP系列主机DVP14SS211T晶体管PLC参数资料
- 梧州台达DVP系列主机DVP14SS211T晶体管PLC参数资料
- 汇川变频器超温维修上门速度快
- 南宁台达DVP系列主机DVP14SS211T晶体管PLC参数资料
- Pj 50A科技是生产力的源泉
- MRL Industries 31-810.005
- 台达DVP系列主机DVP14SS211T晶体管PLC参数资料
- Giken Industrial Co GPC-4N
- Bayer DLP5 Dialog
- 东川变频器电位器不能调速维修小窍门
- 08001-4014-001-03 库存更新全国发货
- CAMCO-FERGUSON 601RDM8H24-270
- ADVANTECH变频器有噪音维修完成
