
一、RCO催化燃烧设备产品介绍
RCO技术是指在催化剂的作用下,使有机废气中的碳氢化合物在温度较低的条件下(200~400℃)迅速氧化成水和二氧化碳,达到治理的目的。RCO催化燃烧处理工业有机废气是20世纪40年代末出现的技术。从1949年美国研制出世界上套有机废气催化燃烧装置到现在,这项技术已广泛地应用于油漆、橡胶加工、塑料加工、树脂加工、皮革加工、食品业和铸造业等部门,也用于汽车废气净化等方面。中国在1973年开始催化燃烧处理法用于治理漆包线烘干炉排出的有机废气,随后又在绝缘材料、印刷工业等方面进行了研究,使催化燃烧设备得到了广泛的应用。
二、RCO催化燃烧废气处理设备技术简介
催化燃烧技术是指在较低温度下(200~400℃),在催化剂的作用下使废气中的可燃组分彻底氧化分解,从而使气体得到净化处理的一种废气处理方法。催化燃烧废气处理是典型的气-固相催化反应,其实质是活性氧参与深度氧化作用。在催化燃烧过程中,催化剂的作用是降低反应的活化能,同时使反应物分子富集于催化剂表面,以提高反应速率。借助催化剂可使有机废气在较低的起燃温度条件下发生无焰燃烧,并氧化分解为CO2 和H2O,同时放出大量热量。
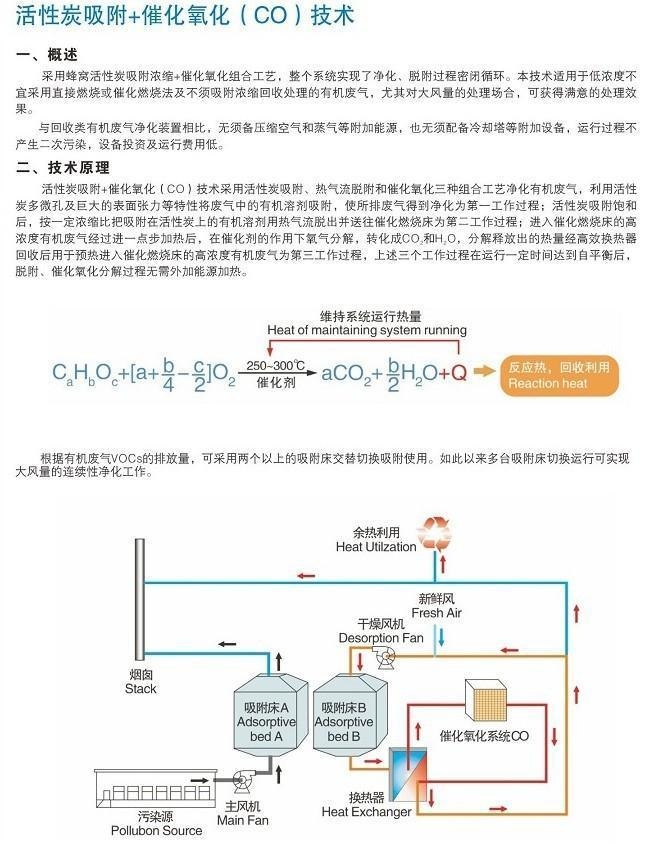
RCO催化燃烧处理工艺流程图



三、RCO催化燃烧设备工艺说明 。
当有机废气的流量大、浓度低、温度低、采用催化燃烧需消耗大量的燃料时,可先采用吸附手段将有机废气吸附于吸附剂上并进行浓缩,然后通过热空气吹扫,使有机废气脱附成为高浓度有机废气(可浓缩10倍以上)后再进行催化燃烧。不需要补充热源就可以维持正常运行,其工艺流程见图
(一)对选择处理工艺的选择主要取决于:
1、燃烧过程的放热量,即废气中可燃物的种类和浓度;
2、起燃温度,即有机组分的性质及催化剂活性;
3、热量回收率等。当回收热量超过预热所需热量时,可实现自身热平衡运转,无需外界补充热源,这是经济的。
催化燃烧是放热反应,放热量的大小取决于有机物的种类及其含量。如能依靠废气燃烧的反应热维持催化燃烧过程持续进行是经济的操作方法。而能否以自热维持体系的正常反应则取决于燃烧过程的放热量、催化剂的起燃温度、热量回收率、废气的初始温度等条件。催化剂相应的起燃温度分别为200℃、250℃、300℃;废气的初始温度分别为30℃和150℃。废气的初始温度越高,废气中有机物的浓度越高,实现自热运转的可能性越大。而工业有机废气中5000mg/m3左右的有机物残留量是常见的,只要热交换器的换热效率能达到50%-60%就可利用热交换器回收燃烧反应热来维持催化燃烧的持续进行。
- 美国AB变频器22B-D012N204特惠
- 罗克韦尔变频器20BC260A0ANNANC0技术参数
- 美国AB变频器22B-D010H204设备型号
- 罗克韦尔变频器20BC105A0AYNACC1现货低价
- 美国AB变频器22F-A8P0N103特点
- 罗克韦尔变频器20AC037C0AYNANC0优惠
- 罗克韦尔变频器20BC105A0AYNANA0技术参数
- 罗克韦尔变频器20AC030A3NYNANC0厂家直销
- 罗克韦尔变频器22B-D4P0N104设备型号
- REXROTH BOSCH R900433346
- 广西台达DVP14SS211R可编程控制器14点主机销售代理
- 美国AB变频器20BC260A3ANNADC0现货特价
- Parker VM125A10VM
- 罗克韦尔变频器22F-A4P2N113说明书
- Rexroth DR-10-4-52/315XY
