产品简介

详细说明
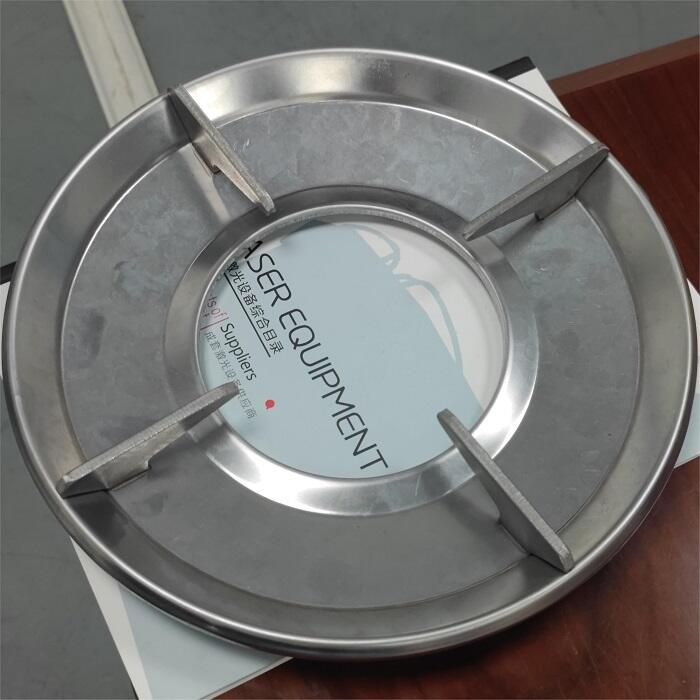
# 激光焊接煤气灶
煤气灶是一种利用燃气作为燃料,通过点火器点燃并调节火焰大小和形状的厨房用具。煤气灶的主要组成部分有炉头、炉架、炉盘、阀门、点火器、导气管等。煤气灶的外壳通常由不锈钢或其他金属材料制成,外壳的作用是保护内部的电子元件,防止油污、水分、静电等对其造成损坏,同时也可以起到美观和散热的作用。
煤气灶的外壳在制造过程中需要进行焊接,以将外壳的各个部分连接起来。传统的焊接方法有电弧焊、电阻焊、气焊等,这些方法都有一定的局限性,如温度不易控制、效率低、质量差、易产生应力和变形等。随着激光技术的发展,激光焊接作为一种新型的焊接方法,逐渐在煤气灶外壳制造中得到应用。
激光焊接是利用激光束作为热源,将被连接材料加热至熔化或汽化状态,从而实现连接的一种高能量密度焊接方法。

激光焊接具有以下优点:
- 焊接速度快,可达每分钟几米,大大提高了生产效率和节约了成本。
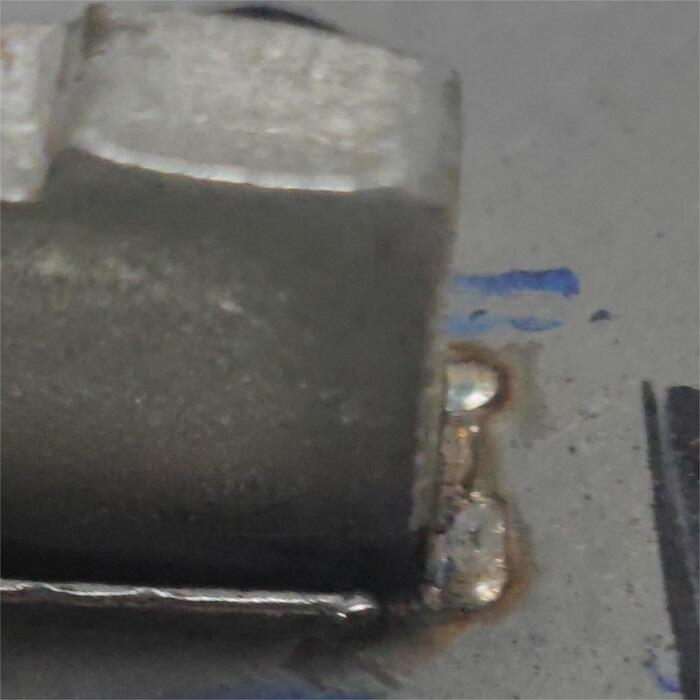
- 焊接质量高,焊缝深而窄,热影响区小,变形小,无气孔、裂纹等缺陷,强度高,耐腐蚀性好。
- 焊接精度高,可实现微米级的定位和控制,适合于对精度要求高的复杂和精细的结构的焊接。
- 焊接灵活性高,可对各种形状和尺寸的工件进行焊接,可实现多点同时对称焊、多工位自动化焊等多种方式,可适应各种复杂的工艺要求。
- 焊接安全性高,无需接触工件,无需使用易燃易爆的气体或液体,无污染、无噪音、无辐射,对操作者和环境友好。
## 激光焊接煤气灶外壳的工艺原理
激光焊接煤气灶外壳的工艺原理是利用激光束在被连接材料之间产生“小孔”效应,形成一个高温高压的蒸汽腔体,将两者紧密地连接起来。具体过程如下:
- 激光束经过聚焦后以高功率密度照射在被连接材料之间的交界处,使之迅速加热至沸点以上,产生大量蒸汽。
- 蒸汽在激光束的作用下向四周扩散,并带动周围的熔融金属向外流动,在交界处形成一个圆柱形的蒸汽腔体。
- 蒸汽腔体内部温度极高,可达25000摄氏度左右,几乎吸收了所有入射的激光能量。蒸汽腔体外壁则传递热量给周围的金属,使之熔化。
- 蒸汽腔体内部压力极高,可达几百个大气压。这个压力与周围液态金属的表面张力相平衡,并保持着动态稳定。
- 随着激光束的移动,蒸汽腔体也随之向前推进,熔融金属则填充在蒸汽腔体后方留下的空隙中,并随着冷却而凝固,形成了深而窄的焊缝。
## 激光焊接煤气灶外壳的工艺参数
激光焊接煤气灶外壳的工艺参数主要包括激光功率、激光束直径、焊接速度、保护气体、透镜焦距、焦点位置、激光束位置等。这些参数的选择和控制对焊接质量和效率有重要影响。一般来说,应遵循以下原则:
- 激光功率应根据被连接材料的厚度、熔点、热导率等因素确定,一般以能够形成稳定的蒸汽腔体为宜,过高或过低都会影响焊缝的形成和质量。
- 激光束直径应根据被连接材料的宽度和形状确定,一般以能够覆盖整个交界面为宜,过大或过小都会导致热量分布不均匀,造成焊缝不连续或过宽。
- 焊接速度应根据激光功率和材料性质确定,一般以能够保证足够的熔深和良好的熔池流动为宜,过快或过慢都会影响焊缝的深宽比和致密性。
- 保护气体应根据材料的氧化敏感性选择,一般以惰性气体为主,如氩气、氮气等。保护气体的作用是防止材料在高温下与空气中的氧氮等反应,产生氧化物或氮化物等夹杂物,降低焊缝的强度和韧性。
- 透镜焦距应根据工件表面的平整度和工作距离选择,一般以能够保证激光束聚焦质量和稳定性为宜,过长或过短都会影响激光束的能量密度和分布均匀性。
- 焦点位置应根据被连接材料之间的间隙和对接方式选择,一般以能够使激光束在交界处产生最大的热效应为宜,过高或过低都会影响蒸汽腔体的形成和维持。
- 激光束位置应根据被连接材料之间的配合方式选择,一般以能够使激光束沿着交界线均匀地移动为宜,过左或过右都会导致焊缝偏离或不对称。
## 激光焊接煤气灶外壳的注意事项
激光焊接煤气灶外壳是一种高技术含量、高要求的焊接工艺,在实际操作中应注意以下事项:
- 在进行激光焊接之前,应对被连接材料进行清洗和脱脂,去除表面的油污、锈迹、氧化层等杂质,以提高焊接质量和可靠性。
- 在进行激光焊接之前,应对被连接材料进行预热处理,以降低热应力和变形,防止裂纹和气孔的产生。
- 在进行激光焊接时,应选择合适的保护气体,如氩气、氮气等,以防止被连接材料在高温下与空气中的氧氮等反应,产生氧化物或氮化物等夹杂物,降低焊缝的强度和韧性。
- 在进行激光焊接时,应控制好激光功率、激光束直径、焊接速度、透镜焦距、焦点位置、激光束位置等工艺参数,以保证焊缝的深宽比、致密性、成型和外观。
- 在进行激光焊接时,应注意观察熔池的状态和变化,及时调整工艺参数或停止焊接,以避免出现飞溅、咬边、裂纹、气孔等缺陷。
- 在进行激光焊接后,应对焊缝进行检查和评定,如有必要,可进行打磨、抛光、修补等后处理,以改善焊缝的表面质量和性能。
设备配置
1.光源系统:采用连续激光器(光纤激光器)
2.运动系统:川崎焊接工业机器人
3.激光聚焦系统:万顺兴双摆焊接头
4.冷却系统:搭配了博鼎3.0P双温双控冷却水机
5.其他辅助系统:焊接检测系统.(实时检测焊接效果)、能量检测系统(实时检测能量波动)、激光校准系统:(校准激光焦距)
设备优势:
1.速度是YAG(脉冲焊机)激光焊接的4-10倍
2.10:1的焊接深宽比,焊点光滑美观,焊缝强度韧性相当甚至超过母体材料
3.电光转换率高,能耗低
4.设备稳定,可连续24小时工作
5.相对于YAG(脉冲焊机),定制成客户要求的机型更容易。
应用领域:
1.适合焊接金银钛镍锡铜铝等金属及其合金材料,可实现同种金属和异种金属间的精密焊接,已广泛应用于航空设备,船舶制造.
仪器仪表,机电产品,汽车制造,新能源电池,钣金箱体,卫浴,厨具,家用电器,汽车配件,灯饰,机械,数码产品等方面
服务体系
售前服务体系:
1.免费质询有关激光焊接任何方面的问题、免费提供焊接打样和专业的焊接工艺讲解。
2.针对各种行业我们提供完整的自动化激光应用解决方案
3.行业专用配套激光设备的非标定制
4.提供专业的激光焊接应用解决方案设备免费保修一年,终身维护免费技术咨询、软件升级等服务
5.提供定期服务,检查机器的运行情况以技术为源以产品为本实现客户终身价值
售后服务体系 :
1.售后服务网点遍布全国。189(电)
2.客户响应时间2小时内,到达维修现场不超过48小时技。3399(话)
3.术维修服务人员均具有3年以上的实践经验。4577(号)
4.设备免费保修一年。
5.终身维护免费技术咨询。
6.软件升级等服务。
7.提供定期服务,检查机器的运行情况以技术为源以产品为本实现客户终身价值
煤气灶是一种利用燃气作为燃料,通过点火器点燃并调节火焰大小和形状的厨房用具。煤气灶的主要组成部分有炉头、炉架、炉盘、阀门、点火器、导气管等。煤气灶的外壳通常由不锈钢或其他金属材料制成,外壳的作用是保护内部的电子元件,防止油污、水分、静电等对其造成损坏,同时也可以起到美观和散热的作用。
煤气灶的外壳在制造过程中需要进行焊接,以将外壳的各个部分连接起来。传统的焊接方法有电弧焊、电阻焊、气焊等,这些方法都有一定的局限性,如温度不易控制、效率低、质量差、易产生应力和变形等。随着激光技术的发展,激光焊接作为一种新型的焊接方法,逐渐在煤气灶外壳制造中得到应用。
激光焊接是利用激光束作为热源,将被连接材料加热至熔化或汽化状态,从而实现连接的一种高能量密度焊接方法。

激光焊接具有以下优点:
- 焊接速度快,可达每分钟几米,大大提高了生产效率和节约了成本。
- 焊接质量高,焊缝深而窄,热影响区小,变形小,无气孔、裂纹等缺陷,强度高,耐腐蚀性好。
- 焊接精度高,可实现微米级的定位和控制,适合于对精度要求高的复杂和精细的结构的焊接。
- 焊接灵活性高,可对各种形状和尺寸的工件进行焊接,可实现多点同时对称焊、多工位自动化焊等多种方式,可适应各种复杂的工艺要求。
- 焊接安全性高,无需接触工件,无需使用易燃易爆的气体或液体,无污染、无噪音、无辐射,对操作者和环境友好。
## 激光焊接煤气灶外壳的工艺原理

激光焊接煤气灶外壳的工艺原理是利用激光束在被连接材料之间产生“小孔”效应,形成一个高温高压的蒸汽腔体,将两者紧密地连接起来。具体过程如下:
- 激光束经过聚焦后以高功率密度照射在被连接材料之间的交界处,使之迅速加热至沸点以上,产生大量蒸汽。
- 蒸汽在激光束的作用下向四周扩散,并带动周围的熔融金属向外流动,在交界处形成一个圆柱形的蒸汽腔体。
- 蒸汽腔体内部温度极高,可达25000摄氏度左右,几乎吸收了所有入射的激光能量。蒸汽腔体外壁则传递热量给周围的金属,使之熔化。
- 蒸汽腔体内部压力极高,可达几百个大气压。这个压力与周围液态金属的表面张力相平衡,并保持着动态稳定。
- 随着激光束的移动,蒸汽腔体也随之向前推进,熔融金属则填充在蒸汽腔体后方留下的空隙中,并随着冷却而凝固,形成了深而窄的焊缝。
## 激光焊接煤气灶外壳的工艺参数
激光焊接煤气灶外壳的工艺参数主要包括激光功率、激光束直径、焊接速度、保护气体、透镜焦距、焦点位置、激光束位置等。这些参数的选择和控制对焊接质量和效率有重要影响。一般来说,应遵循以下原则:
- 激光功率应根据被连接材料的厚度、熔点、热导率等因素确定,一般以能够形成稳定的蒸汽腔体为宜,过高或过低都会影响焊缝的形成和质量。
- 激光束直径应根据被连接材料的宽度和形状确定,一般以能够覆盖整个交界面为宜,过大或过小都会导致热量分布不均匀,造成焊缝不连续或过宽。
- 焊接速度应根据激光功率和材料性质确定,一般以能够保证足够的熔深和良好的熔池流动为宜,过快或过慢都会影响焊缝的深宽比和致密性。
- 保护气体应根据材料的氧化敏感性选择,一般以惰性气体为主,如氩气、氮气等。保护气体的作用是防止材料在高温下与空气中的氧氮等反应,产生氧化物或氮化物等夹杂物,降低焊缝的强度和韧性。
- 透镜焦距应根据工件表面的平整度和工作距离选择,一般以能够保证激光束聚焦质量和稳定性为宜,过长或过短都会影响激光束的能量密度和分布均匀性。
- 焦点位置应根据被连接材料之间的间隙和对接方式选择,一般以能够使激光束在交界处产生最大的热效应为宜,过高或过低都会影响蒸汽腔体的形成和维持。
- 激光束位置应根据被连接材料之间的配合方式选择,一般以能够使激光束沿着交界线均匀地移动为宜,过左或过右都会导致焊缝偏离或不对称。
## 激光焊接煤气灶外壳的注意事项

激光焊接煤气灶外壳是一种高技术含量、高要求的焊接工艺,在实际操作中应注意以下事项:
- 在进行激光焊接之前,应对被连接材料进行清洗和脱脂,去除表面的油污、锈迹、氧化层等杂质,以提高焊接质量和可靠性。
- 在进行激光焊接之前,应对被连接材料进行预热处理,以降低热应力和变形,防止裂纹和气孔的产生。
- 在进行激光焊接时,应选择合适的保护气体,如氩气、氮气等,以防止被连接材料在高温下与空气中的氧氮等反应,产生氧化物或氮化物等夹杂物,降低焊缝的强度和韧性。
- 在进行激光焊接时,应控制好激光功率、激光束直径、焊接速度、透镜焦距、焦点位置、激光束位置等工艺参数,以保证焊缝的深宽比、致密性、成型和外观。
- 在进行激光焊接时,应注意观察熔池的状态和变化,及时调整工艺参数或停止焊接,以避免出现飞溅、咬边、裂纹、气孔等缺陷。
- 在进行激光焊接后,应对焊缝进行检查和评定,如有必要,可进行打磨、抛光、修补等后处理,以改善焊缝的表面质量和性能。
设备配置
1.光源系统:采用连续激光器(光纤激光器)
2.运动系统:川崎焊接工业机器人

3.激光聚焦系统:万顺兴双摆焊接头
4.冷却系统:搭配了博鼎3.0P双温双控冷却水机
5.其他辅助系统:焊接检测系统.(实时检测焊接效果)、能量检测系统(实时检测能量波动)、激光校准系统:(校准激光焦距)
设备优势:
1.速度是YAG(脉冲焊机)激光焊接的4-10倍
2.10:1的焊接深宽比,焊点光滑美观,焊缝强度韧性相当甚至超过母体材料
3.电光转换率高,能耗低
4.设备稳定,可连续24小时工作
5.相对于YAG(脉冲焊机),定制成客户要求的机型更容易。
应用领域:
1.适合焊接金银钛镍锡铜铝等金属及其合金材料,可实现同种金属和异种金属间的精密焊接,已广泛应用于航空设备,船舶制造.
仪器仪表,机电产品,汽车制造,新能源电池,钣金箱体,卫浴,厨具,家用电器,汽车配件,灯饰,机械,数码产品等方面
服务体系
售前服务体系:
1.免费质询有关激光焊接任何方面的问题、免费提供焊接打样和专业的焊接工艺讲解。
2.针对各种行业我们提供完整的自动化激光应用解决方案
3.行业专用配套激光设备的非标定制
4.提供专业的激光焊接应用解决方案设备免费保修一年,终身维护免费技术咨询、软件升级等服务
5.提供定期服务,检查机器的运行情况以技术为源以产品为本实现客户终身价值
售后服务体系 :
1.售后服务网点遍布全国。189(电)
2.客户响应时间2小时内,到达维修现场不超过48小时技。3399(话)
3.术维修服务人员均具有3年以上的实践经验。4577(号)
4.设备免费保修一年。
5.终身维护免费技术咨询。
6.软件升级等服务。
7.提供定期服务,检查机器的运行情况以技术为源以产品为本实现客户终身价值
在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息
最新供应
- 6ES7412-3HJ14-0AB0现货
- 6ES7461-4AA01-0AA0现货
- 6ES7416-2XL00-0AB0模块
- 6ES7450-1AP00-0AE0新品上架
- 6ES7414-3XJ00-0AB0库存现货
- 6ES7416-2XK01-0AB0原装正品
- 6ES7416-2XK00-0AB0产地
- 6ES7401-2TA01-0AA0库存现货
- 6ES7421-7DH00-0AB0库存现货
- 6ES7405-0KR02-0AA0库存现货
- 6ES7498-8AA05-8BA0现货
- 6ES7492-2BX00-0AA0模块
- 6ES7461-3AA00-7AA0质保一年
- 6ES7460-4AA01-0AB0品质保证
- 6ES7400-1TA11-0AA0量大从优
推荐供应
