
我们为激光焊机配套有0.4和0.6MM的送丝轮,并且可以做到慢速每分钟只送50MM焊丝,可调范围高达每分钟6米。送丝速度快慢可调。大功率的电机,确保在送细的焊丝时电机稳定有力!这是很多送丝机无法做到的!我们有0.4/0.6、0.8/1.0、1.2/1.6六种规格的送丝轮供用户选择,根据不同材料的厚度来选择适合的焊丝规格。原则上薄料用细丝,厚料用粗的焊丝。
激光自动填丝机一方面不断的升级自身的产品-从TW-630氩弧焊送丝机逐步升级为数字化编程控制的WPC-600氩弧焊送丝机、另一方面积极进行技术交流,除了在氩弧焊领域给客户配套外,WPC-600氩弧焊送丝机在激光焊领域获得了很多用户的好评!在激光焊送丝中,我们成功的与国内数家激光公司供货,并专门配套0.4/0.6、0.8/1.0、1.2/1.6规格的送丝轮,另外在钎焊送丝中也得到广大用户的称赞!
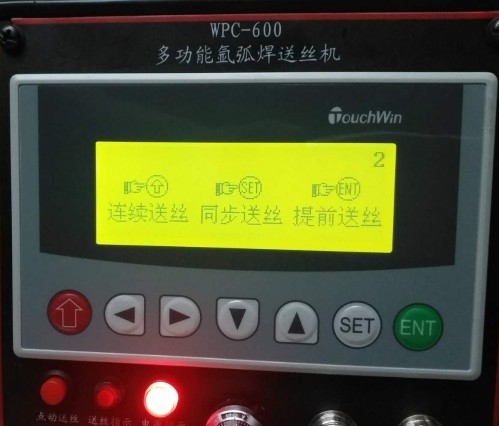
6种不同的送丝方式:脉冲送丝,异步送丝,延时送丝,连续送丝,同步送丝,提前送丝。满足不同材料厚薄的焊接。
各种时间参数设置可以到毫秒!

结实耐用的金属大挂架送丝机构,有效的校直焊丝不堵丝!

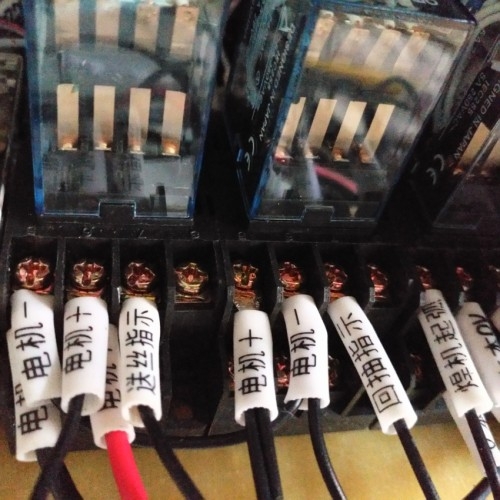
方便快捷的维修方法:每一根线都有清晰的线号标示,千里之外也能快速维修维护!不需要用户懂电气器知识,只要有一双手就能换好配件修好,不耽误用户生产。

WPC-600激光送丝机功能特点:
1、有停丝、送丝功能:有的工件不需要送丝,可以直接通过开关切换在停丝状态,而不需要重新去接线。如手工焊时,需要先将工件点焊,点焊时不需要送丝,将开关切换到停丝状态,点焊完了再进行拉焊时,将开关切换到送丝状态,便可实现连续送丝! 而市场上同样是具有联动功能的送丝机是需要重新接线才可以实现不送丝焊接的功能。
2、有点动送丝功能:可以点,也可以长按此键往前送丝(安装丝盘时使用)。
3、有点动回抽功能:可以点,调试时丝出来长了,不用去剪,点一下,可以回到理想的长度,使用方便。
4、有连续送丝脉冲送丝功能:脉冲时间和脉冲间歇时间可调范围为0.01-99.99秒。
5、有同步送丝功能:送丝与激光出光同时开始,如果断丝时间与回抽时间设为0时,则停丝的同时停光;如果把断丝时间设置在0.01-9.99秒内,则是停丝后焊丝回抽,激光焊机继续出光溶丝,让焊丝断掉,这样焊丝不会粘工件。
6、有异步送丝功能:可以选择提前送丝功能(先送丝,再出光)或是延时送丝功能(先出光,再送丝)。
7、有提前时间功能:表示提前送丝时间,可设时间范围0.01-9.99秒
8、有延时时间功能:,可设时间范围0.01-9.99秒,激光焊机先起出光后,到设定时间值后开始送丝,
9、有回抽时间功能:停丝后回抽,反应灵敏。
10、断丝时间:先停丝后激光焊机继续熔丝几秒后熄弧。也就是熔丝时间设定。可同时设定自动回抽。焊丝粗细不同,熔丝时间也不同。先停丝,再延时收光,焊丝回抽反粘丝功能,解决了目前国内市场上送丝机焊丝粘工件问题!
11、送丝速度:0-6m/min,国内同类产品调速系统和电机差,调速到每分钟送到130MM时,电机就不动了,我们这款慢速每分钟为0.45MM电机也会送丝,低速送丝仍然很稳定,在焊接薄板时是需要慢速送丝的,送快了丝来不及溶化。
12、焊接、停焊切换功能:在送丝机和激光焊机联动的情况下,此切换开关若置“停焊”位,点动焊枪枪把上的开关,无需关掉焊机电源,可以只让送丝机送丝而焊机不出光。此功能在调节焊丝出送丝嘴的长度时特别管用。其它厂生产的氩弧焊送丝机,在送丝机和激光焊机联动时,要达到此功能,需要关掉焊机电源,而频繁地开关焊机会影响焊机的性能和使用寿命。
激光填丝焊成形控制:
激光填丝焊接技术的关键是确定焊丝的送丝位置和送丝速度。送丝位置是指在焊接方向上相对于匙孔的位置偏差(Wx)以及沿激光束轴线横穿匙孔的位置偏差(Wz),。送丝方式分为前送丝和后送丝。前送丝是指与焊接方向相反,焊丝末端指向匙孔前边缘的送进方式;后送丝是指与焊接方向相同,焊丝末端指向匙孔后边缘的送进方式,前送丝方式可以使填充材料在焊缝中的分布更加均匀。
激光焊过程中填充焊丝:
激光填丝焊接过程中送丝速度必须和焊接速度、激光功率等焊接工艺参数相匹配,过大的送丝速度将导致焊缝余高过大,而送丝速度太小则会产生不规则的焊缝成形。
激光自动填丝机技术成熟,用户不用担心不能匹配。激光自动填丝机解决了长期以来困扰产品焊接过程中,焊缝偏大,而手工加焊丝速度慢的难题。由自动送丝机自动添加焊丝,配合自动激光焊接机的数控工作台,焊接时通过对激光频率、脉
宽、工作台速度、移动方向进行高精度焊接。激光脉冲的高能量、高密度可使焊接平整、焊缝宽度小热影响区小,能完成传统工艺无法实现的精密焊接。
激光自动填丝机焊接效率高、焊缝漂亮、操作简单方便,适用于各种材料的平面直线、圆弧的焊接。
同轴送丝特点:侧向送丝是将金属丝通过导向管输入到激光焦点位置,而导向管与激光束的轴线是存在一定夹角的,夹角的存在会引起送丝方向、角度等众多问题。“光内同轴送丝”是利用环形光中空区域设置一个与激光束轴线同轴的导向嘴,将金属丝沿激光束中心线方向输送,实现光与丝的同轴,同时送丝喷嘴与激光头一体安装,保证二者联动。
WPC-600激光送丝机功能特点:
1、有停丝、送丝功能:有的工件不需要送丝,可以直接通过开关切换在停丝状态,而不需要重新去接线。如手工焊时,需要先将工件点焊,点焊时不需要送丝,将开关切换到停丝状态,点焊完了再进行拉焊时,将开关切换到送丝状态,便可实现连续送丝! 而市场上同样是具有联动功能的送丝机是需要重新接线才可以实现不送丝焊接的功能。(国内同类产品无此功能)
2、有点动送丝功能:可以点,也可以长按此键往前送丝(安装丝盘时使用)。
3、有点动回抽功能:可以点,调试时丝出来长了,不用去剪,点一下,可以回到理想的长度,使用方便。
4、有连续送丝脉冲送丝功能:脉冲时间和脉冲间歇时间精细可调范围为0.01-99.99秒。
5、有同步送丝功能:送丝与起弧同时开始,如果断丝时间与回抽时间设为0时,则停丝的同时停火;如果把断丝时间设置在0.01-9.99秒内,则是停丝后焊丝回抽,焊机继续打火溶丝,让焊丝断掉,这样焊丝既不会粘工件也不会粘钨针。
6、有异步送丝功能:可以选择提前送丝功能(先送丝,再起弧)或是延时送丝功能(先起弧,再送丝)。
7、有提前时间功能(:表示提前送丝时间,可设时间范围0.01-9.99秒
8、有延时时间功能:,可设时间范围0.01-9.99秒,焊机先起弧后,到设定时间值后开始送丝,
9、有回抽时间功能:停丝后回抽,反应灵敏。
10、断丝时间:先停丝后焊机继续溶丝几秒后熄弧。也就是溶丝时间设定。可同时设定自动回抽。焊丝粗细不同,溶丝时间也不同。先停丝,再延时收弧,焊丝回抽反粘丝功能,解决了目前国内市场上送丝机焊丝粘工件问题!
11、送丝速度:0-6m/min,国内同类产品调速系统和电机差,调速到每分钟送到130MM焊丝时,电机就不动了,我们这款慢速每分钟为0.45MM电机也会送丝,低速送丝仍然很稳定,在焊接薄板时是需要慢速送丝的,送快了丝来不及溶化。
12、焊接、停焊切换功能:在送丝机和焊机联动的情况下,此切换开关若置“停焊”位,点动焊枪枪把上的开关,无需关掉焊机电源,可以只让送丝机送丝而焊机不起弧。此功能在调节焊丝出送丝嘴的长度时特别管用。其它厂生产的氩弧焊送丝机,在送丝机和焊机联动时,要达到此功能,需要关掉焊机电源,而频繁地开关焊机会影响焊机的性能和使用寿命。
采用的光电隔离技术和电源隔离技术,焊机高频打火抗干扰强,具有送丝速度稳定、动态响应快。功能强大,技术先进!
广州市威尔得自动化焊接设备有限公司郑重承诺:焊丝粘工件可以退货退款!别的厂不敢做的承诺,我们对技术有信心,敢做这样的承诺!
激光焊填丝机 激光焊接机自动送焊丝机 技术咨询电话:139 0300 6568刘工程师 (欢迎您随时来电咨询,不分节假日与下班休息时间) 真诚期待与您合作!
激光加工与传统机械加工比较有以下特点:
1. 加工速度快;
2. 热变形及热影响区小(适合加工高熔点、高硬度、特种材料)
3. 可对零件进行局部热处理;
4. 可对复杂形状的零件、微小零件进行加工,还可在真空中进行加工;
5. 加工无噪声,对环境无污染;
6. 与计算机技术技术相结合,易实现自动化;
7. 由于加工方法提高,可改进现有产品结构和材料
8. 可提高工件品质。
- 在线报价 西门子 6ES7 193-4CD30-0AA0
- Cl2Y8Tp1S2科技是生产力的源泉
- 在线报价 西门子 6ES7 193-4CD20-0AA0
- Inf23 Inf23科技兴国解能源危机
- Rv-12Sq-S11科技是生产力的源泉
- PCG550科技兴国解能源危机
- Jp-A2 科技兴国魅力科技
- 01483-4046-001-02科技兴国魅力科技
- 01483-4047-001-03 科技兴国魅力科技
- GT1575VTBA科技是生产力的源泉
- Mr H73Kan4 S126 P50科技兴国魅力科技
- 800KW智能软起动器(柜)
- Fra740160S1新能源碳中和紧迫局势
- 710KW智能软起动器(柜)
- 630KW智能软起动器(柜)
