
建筑石膏的主要用途和市场分析
1、石膏砌块
石膏砌块的生产在国外已有百余年历史,目前世界上许多国家的生产都已基本实现机械化和自动化。其中法国的年产量在1700万平米以上,德国为600万平米,荷兰为300万平米,另外俄罗斯、东欧的波兰、保加利亚、罗马尼亚和亚洲的韩国、印度、伊朗都有较大规模的生产。石膏砌块具有质量轻、可取代粘土砖、少毁耕地等优点,在高层建筑物中作为非承重墙使用,能够增大有效使用面积10%左右。普通石膏砌块是由普通石膏粉加水搅拌,经浇注成型、凝结硬化而成;同其它新型墙体材料综合比较来看,它是国内建筑行业性能良的新型墙材(其价格甚至低于粘土砖的成墙价格),完全符合国家关于推广新型建材的产业导向,但由于种种原因,石膏砌块目前在全国还没有得到很好的推广应用;近年我国新型墙体材料产销量为5.75亿立方米,如果其中5%(约3000万立方米)由石膏砌块取代,每年可转化2000万吨的脱硫石膏。
2、石膏砂浆
石膏砂浆是水泥砂浆的换代产品,它能够克服水泥砂浆抹墙后出现空鼓、干裂、脱落等现象,与各种墙体基材都能很好地粘结,尤其适用顶棚抹灰,在加气砼墙上效果更佳,同时它还具有以下特点:
(1)表面装饰性:墙面致密光滑而不起灰,有较高的强度而不收缩,外观典雅,无气味、无裂纹。
(2)防火性能:在发生火灾时,石膏硬化体有大量结晶水在热作用下释放出来,形成蒸汽,阻挡了火焰的蔓延,同时在整个脱水过程中吸收了大量的热,从而提高了耐火性能。
(3)保温隔热:石膏硬化体是一种多孔质材料,导热系数小,保温隔热性能好。
(4)施工方便:有良好的和易性、保水性,现场加水搅拌均匀后直接上墙抹灰,操作自如,劳动强度低,材料消耗少。
(5)节省工期:抹灰层凝结硬化块,养护周期短,整个硬化及强度达标过程1-2天全部完成,可大大提高工作效率,加快工程进度。
(6)具有呼吸功能:当室内环境湿度较大时,呼吸孔自动吸湿;在相反条件下,能自动释放储备的水份,反复循环,将室内湿度控制在适宜范围之内,为居住者创造了良好舒适的生活环境。
(7)有利冬季施工:施工不受季节限制,尤其冬季-5℃以上抢工期时,其水化速度不因气温低而明显减慢,只要拌合水不结冰,即具有早强快凝的特性,是冬季室内抹灰施工的好材料。
(二)建筑石膏生产设备的市场分析
由于用天然石膏生产建筑石膏的现行工艺是采用对粉状物料的煅烧,而脱硫石膏就是粉状的;因此,用脱硫石膏生产建筑石膏的设备与天然石膏的变化不大;但也并不能完全照搬,要根据脱硫石膏和天然石膏的不同点对现有生产工艺和设备进行选择与改造;比如,脱硫石膏不适合流态化煅烧设备,因为它粒径太小,有的未烧就被吹出来了,为解决这个问题需要加大均化仓,并不断倒仓。目前用天然石膏生产建筑石膏的设备主要有:连续炒锅、回转窑、沸腾炉、流化床煅烧炉、以及沙司基打磨、彼特磨、斯德动态煅烧炉等;总体来说都很成熟,但各有千秋,因此竞争激烈。
二、工艺描述
1、工艺简单
计量上料---皮带输送---预干燥---除尘---煅烧----质控仓---降温---改姓---储存---包装
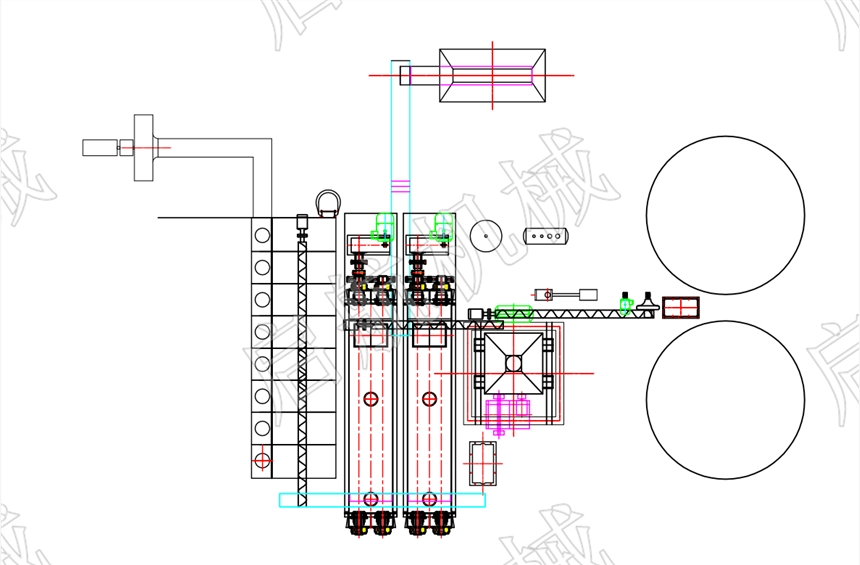
2、工艺流程图
3、工艺描述
生产工艺采用二步法进行,前端采用管束烘干机进行烘干,煅烧采用沸腾炉进行煅烧。主要生产系统分为湿供料工段、预干燥工段、煅烧工段、质量控制系统、冷却系统、改性处理、入仓陈化、除尘、热源、自动控制10个系统进行设计、
1)湿供料工段
湿供料工段由受料斗、带式定量给料机、皮带输送机、除尘器、筛分机等输送设备构成。
由3--5吨装载机或者抓斗把含有游离水的工业副产石膏运送至受料斗里面,在料斗内进行临时储存,料斗内衬不锈钢衬板,可防止化学石膏的粘仓问题。料斗底部设有专用计量皮带称,通过该设备可精确的计量每个时间段的供料量,并保证湿料均匀的供给下游皮带输送机。皮带输送机采用槽型皮带输送机,实现一定距离和高度的运输,在斜皮带输送机上设有除铁器,可有效避免铁制品进入到系统中。另外在斜皮带下料端设置旋转筛分机,可有效避免大块颗粒物及石膏内的杂质进入到系统中。整个系统经计量皮带称和皮带输送机输送到后续工段,实现系统生产量和成品质量的控制。
2)预干燥工段
预干燥工段采用管束式烘干机进行烘干石膏粉,整个系统有自清洁锁风下料器、管束烘干机、预热风机、蒸汽换热器、袋式除尘器、主引风机、提升机、输送设备构成。
计量后的原料石膏经皮带输送机输送到以蒸汽为热源的烘干机中进行烘干,粉料在烘干设备转动的带动下由进料端往出料端移动,并在移动过程中进行热交换,以此达到烘干的目的,此种烘干机采用列管式换热方式进行热交换,并在传送物料过程中将物料扬起进入到管束中,保证石膏在烘干机中与蒸汽进行的充分热交换,提高烘干效率,
3)煅烧工段
煅烧系统采用蒸汽型沸腾炉煅烧工艺将粉料进行均匀的煅烧;整套系统包含输送设备、筛分机、计量螺旋、沸腾炉、罗茨风机等组成;
烘干好的粉料首先经过输送设备、旋转筛分机进行输送处理,在计入沸腾炉之前首先进行筛分,避免大颗粒物料进入到沸腾炉,进而避免沸腾炉煅烧不均匀和沸腾炉底部歩风板堵塞。处理完毕的石膏粉料经计量螺旋均匀输送给沸腾炉;输送设备为可计量输送机,可精确计量每个时间段的喂料量吗,保证石膏粉供料稳定性。其供料量可根据煅烧工艺要求和工作过程中的沸腾炉各点具体温度进行调整,温度增高则进料量增加,反之减少;沸腾炉为蒸汽沸腾炉,沸腾炉内分为主炉和副炉共4个室,底部设有高压罗茨风机往底部注风,协助粉料在炉内沸腾;粉料在沸腾炉中与管道内的蒸汽进行间接热交换,蒸汽把热量传递给粉料,对粉料进行煅烧。粉料首先进入沸腾炉的主炉内进行煅烧,进而经过底部通道进入副炉进一步脱水;最后经沸腾炉上部出料口排出至粉磨工段进行粉磨;
沸腾炉出料口温度调整可通过蒸汽进口的压力和温度进行调整,粉料温度高时,适当在电脑屏幕上关小蒸汽进口的压力或者温度,反之亦然;另外也可通过喂料进行调整,粉料温度高时,适当在电脑屏幕上增加给料量,反之亦然。
粉料在沸腾炉内煅烧产生的蒸汽和底部罗茨风机鼓入的空气经沸腾炉顶部排出,进入到配套的袋式除尘器中,经处理后的干净空气排放到大气中;蒸汽沸腾炉为节能型煅烧设备,它采用的是一次能源进行热交换,减少热交换次数,大大降低了能耗指标;
沸腾炉热源来自高温蒸汽,通过蒸汽管道进入到沸腾炉的换热管内,沸腾炉换热管路采用高进低出设计,高温蒸汽在沸腾炉内和粉料进行热交换,换热完毕的冷凝水排至余热换热器回收利用,此换热器是给沸腾炉罗茨鼓风机的风进行加温的。将罗茨风机的风加热到一定温度进入到沸腾炉底部,实现蒸汽余热二次利用。
4)质量控制系统
质量控制系统采用专门临时暂存工艺将粉料进行精准分离;整套系统包含提升机、螺旋输送机、气动阀门、暂存仓等组成;
因为在沸腾炉开、停机时会产生不合格的石膏粉料,如果此时的石膏粉料输送到下游与成品粉混合的话将会产生很大的质量波动。所以此时产生的石膏粉通过质量控制系统经输送设备运送至暂存仓内存储,在正常生产时产生质量波动时,也将通过质量控制系统进入到此料仓内进行暂存,待石膏粉正常煅烧时按一定添加量进入到煅烧系统重新煅烧。这样可有效避免石膏粉产生质量波动影响下游产品质量。同时此料仓作为煅烧前稳料仓,当烘干物料产生重量方面波动时,此料仓起到缓冲稳料的作用,这样来保证煅烧前供料稳定性。
5)冷却系统
冷却系统采用我公司专用石膏冷却机,可在保证石膏粉煅烧相组成稳定状态下有效的进行冷却。整套系统包含冷却器、罗茨风机、冷却器风机是、输送设备等组成。
煅烧好的石膏粉因出料温度比较高,如果直接进入后期处理工段,会因石膏粉温度过高导致石膏粉的相组成产生变化,进而影响产品质量。所以石膏粉在进入到后期工段时,必须通过冷却降温后方能进入到后期工段。降温工段采用我公司专用冷却器进行降温,可有效的将石膏粉温度降低到80°C以下,从而保证石膏粉的后期质量。
6)改性磨工段
脱硫石膏因其生成机理的影响,具有比表面积小和级配不合理的先天缺陷,具体表现为;脱硫石膏的比表面积仅有1500cm²/g,是天然石膏的40~60um之间,级配远远小于粉末后的天然石膏,易导致脱硫熟石膏加水后的流变性能不好,颗粒离析、分层现象严重,制品容重偏大,石膏粉强度低等问题。因此,我们在脱硫石膏煅烧后增加粉磨工序,用以增加比表面积、改变颗粒级配、降低松散荣重,以解决上述出现的问题。
7)成品储存和包装工段
经煅烧机煅烧后的半水石膏输送到陈品料仓储存起来,成品仓下可根据业主意见建设散装系统和小袋包装系统以及另作它用
8)除尘系统
除尘系统采用袋式除尘器,以此来保证石膏粉在生产过程中因原料的预干燥、输送、粉磨、煅烧、陈化处理过程中,保证系统运行在负压状态下,所产生粉尘经过除尘设备静化再排出室外,工作环境达到规定标准。
9)热源提供给系统
热源供给:以电厂蒸汽为热源的蒸汽系统,以蒸汽做热交换介质,由于没有锅炉直接使用蒸汽,热源热效率可达100%;控制系统采用PLC、压力变送器、温度电动调节,出口温度控制在+1°c区间,产品质量稳定。
10)自动控制
原料车间生产控制采用分布式PLC控制系统,CPU模块选用西门子品牌,现场I/O模块采用西门子ET-200SP, 人机界面选用西门子品牌。传感器、变频器、PLC模块、HMI等核心设备构成原料控制站。设备级(变频器、分布式I/O等)采用现场总线方式与CPU通讯进行数据交换,原料控制站和计算机控制中心通过工业以太网相连、wincc组态软件编程,从而实现生产过程的集中控制和实时数据统一管理。




- 超大库存 安全可靠 1734-AENT 接触器 模块
- 操作灵活 调试方便 1734-ADN 处理器 冗余模块
- C3CONTROLS CAT#22POTO10K-TBW
- SEIKOM NLSW45-6 805020
- FUTURE DESIGN CONTROLS FDC9300-416601
- 美国MOOG穆格D661-4026全新原装
- 美国MOOG穆格D633-419B国外直采
- 美国MOOG穆格D633-501B特惠
- 美国MOOG穆格G761-3007B供应
- MOOG伺服阀D633-419B性能
- MOOG伺服阀D661-4020B技术参数
- 美国MOOG穆格D661-4056B特点
- MOOG伺服阀D661-4045B性能
- MOOG伺服阀D633-500B说明书
- MOOG伺服阀G761-3004B现货特价
