
年产10万吨磷石膏粉生产线工艺方案
一、工艺要求:
1.1生产能力:≥13.9吨/小时β型半水石膏粉。
石膏原料附着水:10-12%。
处理原料:18-19吨/小时。
1.2产品质量:按照《建筑石膏》国标(GB/T9776-2008)执行,满足石膏砂浆、石膏砌块等石膏建筑用品用粉要求。
1.3环保要求:符合国家环保要求(粉尘排放≤30mg/m³,无污水排放,无有害气体排放)。
1.4热源条件:天然气,热值≥8000kcal。
二、工艺方案:
利用天然气作为热源,加热导热油作为传热介质;采用烘干、煅烧两步法工艺。
2.1工艺流程图: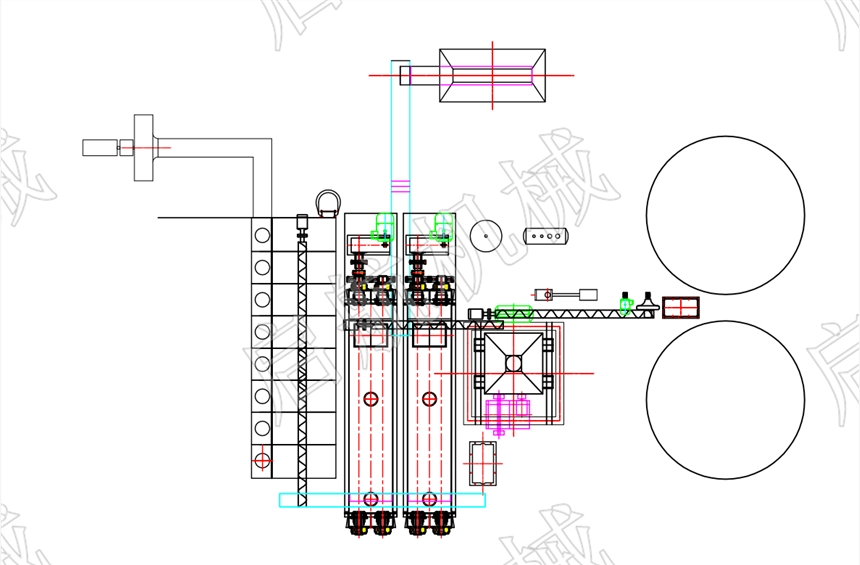
2.3组成部分
该设备由原料系统、预干燥系统、煅烧系统、供热系统、控制系统、除尘系统、成品储存系统组成,各工段以提升输送、管道等相连接,最终将二水磷石膏煅烧为合格的半水石膏。
2.3.1原料系统:
原料系统是供给设备二水磷石膏原料的,主要有上料斗、辅助振动器、计量皮带、原料输送带、除铁器、湿料喂料器及电控部分等组成。它的作用是按设备的煅烧要求,根据原料湿度和流量,输送给设备相应的二水石膏原料。
2.3.2预干燥系统:
在热源使用导热油的前提下,预系统采用桨叶烘干机进行原料干燥。该机主要由W形壳体和两根空心桨叶轴及传动装置组成,中空轴上排列有中空叶片,机体内壁、叶片及空心轴采用16锰钢或304不锈钢材质,保证耐热、耐腐、不开裂。
其烘干流程如下:原料从计量皮带送入桨叶干燥机后,导热油通过桨叶干燥机的内壁及桨叶表面,将热量传到给原料,同时持续缓慢的旋转搅拌,使原料受热更加均匀;原料随着桨叶旋转,不断地蒸发水分,同时向出料口推进;原料预干燥完成后,通过提升机进入下一环节--煅烧。蒸发出来的水份通过排湿风机排出,但是在排湿过程中,会有小部分粉尘随着负压空气出来,所以需要引入旋风分离器及脉冲布袋除尘器,做到粉尘无排放的目的;,旋风分离器和布袋除尘器过滤出来的粉体,通过输送设备再次进入桨叶干燥机再次利用。
2.3.3煅烧系统:
经过长期实践,并结合国内外先进工艺进行了优化改造,该改造工艺对主煅烧流程采用典型的分室石膏煅烧工艺,用分室石膏煅烧炉替代回转窑,在节约占地面积的同时,也降低了能耗。
概述如下:
分室石膏煅烧炉是一种应用流态化技术煅烧高含水率化学石膏的高效节能设备。热风炉产生的高温热风进入煅烧炉后,通过管道式热交换器,把热量传递给石膏,使二水石膏脱去部分结晶水变成半水石膏。
分室石膏煅烧炉为分室石膏煅烧装置,底部有活化风换热器和多孔板,在床层内装有大量加热管,管内加热介质为高温热风,热量通过管壁传递给管外处于流态化的石膏粉,使石膏粉脱水分解。在煅烧器上部,装有内置式高效旋风子,汽体离开流化床时夹带的粉尘大部分被这些装置捕收并重新返回至炉内,热湿气体则通过管道与预干燥工段的旋风分离器湿气汇合进入二次布袋收尘器。
2.3.4 除尘系统:
该生产线属于全封闭式运行模式,采用先进的脉冲布袋除尘工艺。主要由脉冲布袋除尘器、引风机、螺杆空压机等设备组成。
脉冲布袋除尘器
除尘器本体由钢结构框架、箱体、灰斗、滤袋和袋笼等组成。除尘效率可达99.99%。
其工作原理是含尘烟气由除尘器的进风均流装置进入上箱体,当滤袋上的粉尘越积越多,设备阻力达到限定的阻力值时,由清灰控制装置按清灰时间设定值自动关闭一室离线阀后,按设定时间程序打开电控脉冲阀,进行停风喷吹,利用气体瞬间喷吹使滤袋内压力剧增,将滤袋上的粉尘抖落在灰斗中,灰斗中的粉尘再由卸料器排出。排出后的高温粉尘通过传输设备再次进入预干燥系统。
综上所述,本项目在生产过程中热源使用电厂饱和蒸汽,不会产生硫化物等有害气体。
生产中产生的烟尘气体,由旋风分离器和脉冲布袋除尘器共同处理,除尘效率高达99.99%,出口含尘量低于20mg/m³,低于国家大气排放标准。

2.3.6控制系统:
西门子Wincc7.3-DCS组态中控系统,系统构成:
系统由工程师站、操作站-上位机(商用机或者工控机)、通讯-工业以太网交换机、控制站-西门子PLC(西门子S7-200-Smart或者S7-300或者S7-400或者S7-1200或者S7-1500)、现场工作站、现场设备构成。
工程师站与操作员站:
一般工程师站用于组态软件的开发,是组态中控的级别与权限;多数采用性价比高的笔记本电脑,系统安装Wincc7.3开发版组态软件。
操作员站用于组态中控的操作与监控,一般安装运行版软件,权限由工程师站授权;现在多数采用联想或者戴尔商用机(以前用工控机的多),系统安装Wincc7.3运行版组态软件。
小型的DCS项目一般没有工程师站,开发版通常安装在其中一台操作员站,与其他的操作员站并行使用;一般情况下,一条生产线采用一备一用的模式,即采用两台上位机并行使用,互为备用,这样可以保证系统的安全性、可靠性。
2.3.7输送、改性及储存:
煅烧后的磷石膏经球磨进行改性粉磨,后由气流输进入冷却室,再进入至成品仓。在此石膏粉储存3天以上,并得到陈化使产品的各项性能指标更趋稳定。
2.3.8干粉砂浆系统:
该生产线配备自动配比混料系统,满足不同用户的使用需求。另外配有散装接口,可适用于散装罐车。
三、生产线配置
1电力配置
|
装机总功率 |
383.1kw |
|
实际使用功率 |
300kw |
|
电压要求 |
~380V/~220V |
|
频率要求 |
50Hz |
|
甲方应将主电源接至现场配电室内 |
|
2人力配置
|
序号 |
岗位 |
人/班 |
班/天 |
人/天 |
|
1 |
铲车司机 |
1 |
3 |
3 |
|
2 |
生产线控制 |
1 |
3 |
3 |
|
3 |
巡检、维修 |
1 |
3 |
3 |
|
总计 |
9人 |
|||
3生产用水
|
生产线耗用 |
无 |
|
设备冷却用水 |
2m³/小时,循环使用 |
|
生活用水 |
1m³/天 |
|
水压 |
约0.25Mpa |
|
水质 |
符合城市饮用水要求 |
|
生活用水由甲方布置。 |
|
4热源配置
|
类型 |
天然气 |
|
热值 |
≥8000kcal |
|
所需热风温度 |
400℃~500℃ |
|
使用量 |
420m³/小时(生产1吨成品需约30m³天然气) |
5压缩空气
|
生产用压缩空气 |
2.0m³/min |
|
车间除尘用压缩空气 |
2.0m³/min |
|
压力要求 |
0.5~0.7Mpa |
|
质量要求 |
无油、无水、无尘 |
6工作体制
|
工作日 |
300天/年 |
|
班 |
3班/天 |
|
工作时间 |
24小时/天 |
7生产车间
|
名称 |
建筑最小占地面积 |
层数 |
层高 |
|
生产车间 |
20X30米 |
1 |
12米 |
|
仓库 |
20X30米 |
1 |
6~12米 |
|
配电室 |
5X8 |
1 |
3.6米 |
|
基础及车间建设由甲方负责。 |
|||

- 超大库存 安全可靠 1734-AENT 接触器 模块
- 操作灵活 调试方便 1734-ADN 处理器 冗余模块
- C3CONTROLS CAT#22POTO10K-TBW
- SEIKOM NLSW45-6 805020
- FUTURE DESIGN CONTROLS FDC9300-416601
- 美国MOOG穆格D661-4026全新原装
- 美国MOOG穆格D633-419B国外直采
- 美国MOOG穆格D633-501B特惠
- 美国MOOG穆格G761-3007B供应
- MOOG伺服阀D633-419B性能
- MOOG伺服阀D661-4020B技术参数
- 美国MOOG穆格D661-4056B特点
- MOOG伺服阀D661-4045B性能
- MOOG伺服阀D633-500B说明书
- MOOG伺服阀G761-3004B现货特价
