产品简介

详细说明
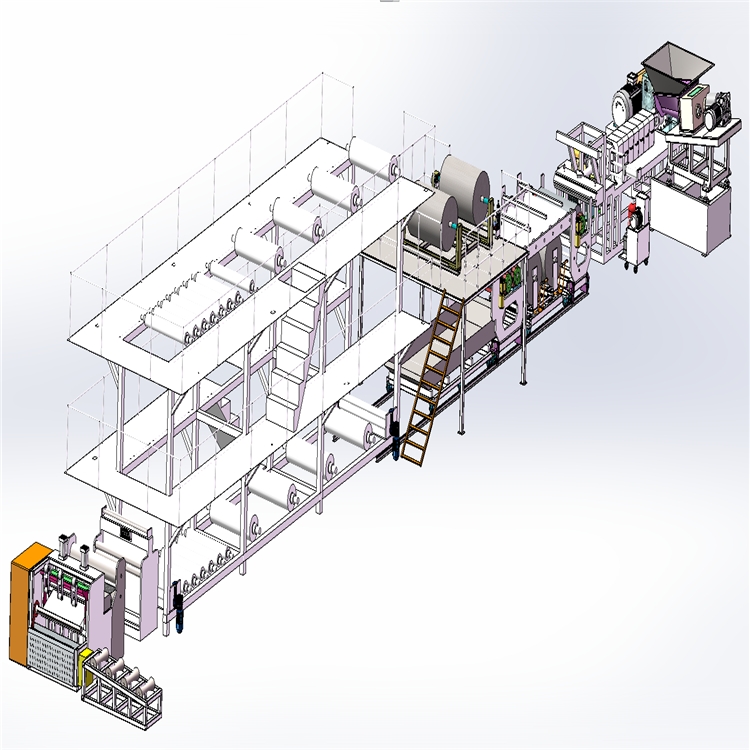
铝塑片材挤出机_阻燃片材挤出机_汽车内饰片材挤出机_降解片材挤出机:
挤出机挤出成型法可以生产厚度0.02毫米至20毫米的薄膜、片、板材。它们之间没有严格的界限,其划分标准也各有不同。目前,一般按产品厚度分,1毫米以上称板材,0.25-1毫米称片(0 .25-0.50毫米的软片俗称“厚膜”),0.25毫米以下为薄膜。本章主要以板材为例,介绍塑料板与片的生产工艺及设备。
挤出法是生产板与片简单的方法。用压延法,层压法,浇注法,流涎法也可生产板、片、薄膜。
压延法是将加热塑化的料喂入压延机辊筒之间,经3-5个相应方向旋转的水平辊筒挤压,延展作用,连续生产一定厚度及宽度的片或薄膜。由于聚烯烃树脂压延效果差,从纵向出来的延伸率不够,用压延法成型较困难。

铝塑片材挤出机_阻燃片材挤出机_汽车内饰片材挤出机_降解片材挤出机,层压法为间歇式生产硬板的方法。是将多层压延生产的硬片或各种纸、布、玻璃布等增强材料经热固性树脂浸渍,干燥的半成品,放入层压机的两块平面钢板之间,加热加压,并在一定压力下冷却成型为表面光洁平整的厚板。
浇注法主要生产有机玻璃板材。它是将甲基丙烯酸甲酯预聚体浇入两块硅玻璃平板模具中,经水浴或热风加热聚合,脱模制得表面光滑,透明度高的板材。


在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息
最新供应
- 英格索兰IngersollRand空压机配件二次回油管19039205
- 英格索兰IngersollRand空压机配件ABB继电器24648057
- 英格索兰IngersollRand空压机配件一级气阀37101946
- 英格索兰IngersollRand空压机配件一级活塞环32194144
- 英格索兰IngersollRand空压机配件三级活塞30215438
- 美国AB变频器22B-D012N204特惠
- 罗克韦尔变频器20BC260A0ANNANC0技术参数
- 美国AB变频器22B-D010H204设备型号
- 罗克韦尔变频器20BC105A0AYNACC1现货低价
- 美国AB变频器22F-A8P0N103特点
- 罗克韦尔变频器20AC037C0AYNANC0优惠
- 罗克韦尔变频器20BC105A0AYNANA0技术参数
- 罗克韦尔变频器20AC030A3NYNANC0厂家直销
- 罗克韦尔变频器22B-D4P0N104设备型号
- REXROTH BOSCH R900433346
推荐供应
