

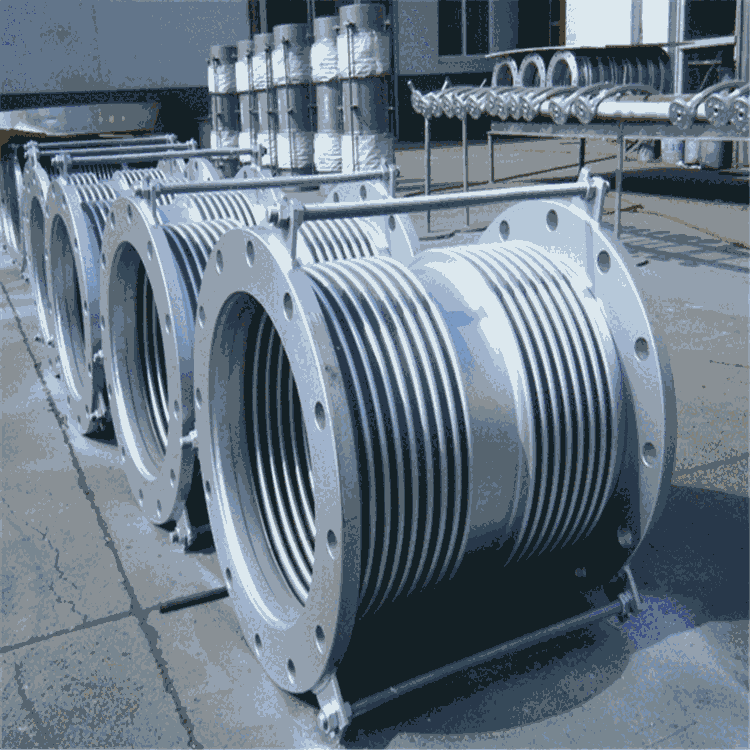
大拉杆横向波纹补偿器可以分伸长类大拉杆横向波纹补偿器、压缩类大拉杆横向波纹补偿器这两种:
1、伸长类大拉杆横向波纹补偿器是毛坯变形区在切向拉应力的作用下,产生切向的伸长变形,其点是就属于伸长类变形。
2、压缩类大拉杆横向波纹补偿器的点是,除了进竖边根部的圆角半径的附近区域变形,其变形点是压缩类变形,毛坯变形区在切向应力的作用下,是可以产生压缩的变形的,其变形征是属于压缩类的变形。另外,按照竖边的壁厚是不是有强制变薄,是可以分辨薄大拉杆横向波纹补偿器和不变薄大拉杆横向波纹补偿器。大拉杆横向波纹补偿器现场安装极为便利。安装耗时仅为焊接管件或套丝的1/3,缩短了工期和费用,避免了渗漏水情况发生。
大拉杆横向波纹补偿器是在毛坯的平面部分的边缘,沿着一定的曲线翻起竖立的直边的成形方式。影响大拉杆横向波纹补偿器的系数的因素有以下几点:
(1) 材质塑性:材质的延伸率δ、应变硬化指数、各向异性的系数越大,大拉杆横向波纹补偿器的系数就越小,有助于大拉杆横向波纹补偿器。
(2) 孔的加工方式:预制孔的加工方式决定了孔的边缘状况,孔的边缘没有毛刺、撕裂、硬化层等缺陷的时候,大拉杆横向波纹补偿器的系数就会越小,有助于大拉杆横向波纹补偿器。现在,预制孔使用的冲孔、钻孔的方式进行加工,数据可以显示出,钻孔比普通的冲孔的min小。采用的是常规冲孔的方式进行生产效率,尤其是比较适合加工比较大的孔,但是会形成孔口的表面的硬化层、毛刺、撕裂等缺陷,引起了大拉杆横向波纹补偿器的系数变大。其采取的是冲孔后进行热处理的退火、修孔、沿与冲孔方向相反的方向进行翻孔,这会让毛刺位于翻孔内侧等方式,可以得到比较低的大拉杆横向波纹补偿器系数。利用钻孔后去除毛刺的方式,也可以得到比较低的大拉杆横向波纹补偿器的系数,但是生产效率比较低。
(3) 预制孔的相对直径:预制孔的相对直径越小,大拉杆横向波纹补偿器的系数就越小,有助于大拉杆横向波纹补偿器。因为相同的预制孔径,材质的厚度就越大,厚度方向压应的允许值就会增大,通过体积不变的定律,因此大拉杆横向波纹补偿器的时候,变形区的边缘要开裂的时候的切向应变值就会增大,由此可知,大拉杆横向波纹补偿器的系数就越小。
(4)凸模的形状:球形凸模的大拉杆横向波纹补偿器系数比较小。另外,抛物面、锥形面、比较大圆角半径的凸模的大拉杆横向波纹补偿器系数也比较小。这是由于在大拉杆横向波纹补偿器变形的时候,球形、锥形凸模是凸模前端先和预制孔口进行接触,在凹模口区产生的弯曲变形小很多,易让孔口部产生塑变形。因此,相同的大拉杆横向波纹补偿器的孔径D与材质厚度t的时候,能让大拉杆横向波纹补偿器的预制孔径变得更小,所以大拉杆横向波纹补偿器的系数就越小。









- 超大库存 安全可靠 1734-AENT 接触器 模块
- 操作灵活 调试方便 1734-ADN 处理器 冗余模块
- C3CONTROLS CAT#22POTO10K-TBW
- SEIKOM NLSW45-6 805020
- FUTURE DESIGN CONTROLS FDC9300-416601
- 美国MOOG穆格D661-4026全新原装
- 美国MOOG穆格D633-419B国外直采
- 美国MOOG穆格D633-501B特惠
- 美国MOOG穆格G761-3007B供应
- MOOG伺服阀D633-419B性能
- MOOG伺服阀D661-4020B技术参数
- 美国MOOG穆格D661-4056B特点
- MOOG伺服阀D661-4045B性能
- MOOG伺服阀D633-500B说明书
- MOOG伺服阀G761-3004B现货特价
