
以质量求生穿,以信誉谋发展是洛阳东宏新材是一家专业生产研发,开发,生产,销售为一体的新技术企业。
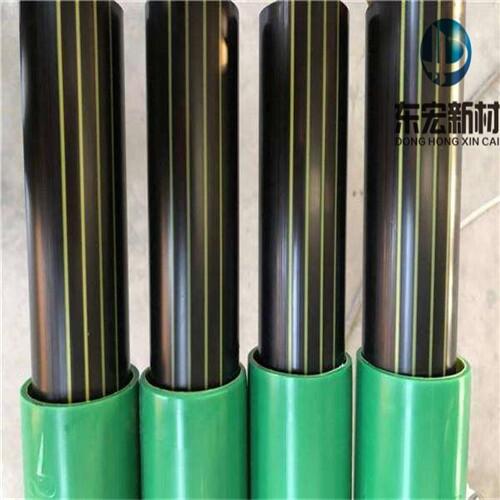
洛阳东宏新材专业生产管道到厂家,专业生产耐腐蚀,无锈无害管道。生产管道的种类超高分子量聚乙烯系列,衬胶系列,衬塑系列等反复耐磨系列加油站双层输油管道产品。
新闻:鞍山导静电加油站双层输油管单米价格

其中悬浮聚合的生产工艺是非常成熟的,而且也已经使用了很多年,具有非常丰富的生产经验,操作相对于其他的用法也相对简单,并且生产成本低,生产出来的产品种类也非常的丰富。它的应用也很广泛,同时他也成为生产pvc树脂的主要方法,在世界PVC塑料的生产中,占比大约是90%。另外一种的生产方法就是乳液法了。乳液法通常是被用作生产pvc糊树脂的,然后再进行相应的加工。它的聚合反应是由自由基而引发的,反应的温度一般是40度至700度。
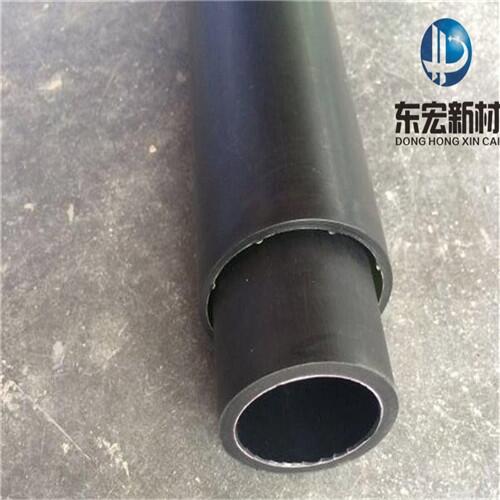
切管导静电燃油复合管道 75/63双层输油管道电熔焊的原理是加热焊接管件内表面下的电阻丝到一定温度(大约200°),熔化管件内侧和管道外侧的PE(聚乙烯)材料由于聚乙烯传热慢,只有电阻丝附近的材料被熔化。在温度和压力作用下,熔化区域内的聚乙烯膨胀,而周围的低温聚乙烯材料阻止熔化区域继续扩大,这样,管道就均匀而又结实的焊接在一起了。
切管刀与管的表面必须成90°切割,保证管道末端垂直切割,保证切口垂直和整洁。双层管道应切割成内管长于外管的形式。
刮擦
使用专用旋转式刮刀在管子的表面削出一层薄薄的表皮,祛除管道表面的氧化层。
清洁
使用丙酮、异丙醇、祛除管子表面的油脂、潮气、脏东西
标记
用描笔和油性记号笔、量尺在管道和管件上做插件深度标记和焊接区域位置标记。
夹紧
使用夹具夹紧,确保接头不受外力。
固定及焊接
焊接时,环境温度应在零下15°和45°(5°Fand+113°cf)之间,温度更低时只能在气温稳定,且增加保护措施的条件下进行。将管子插入管件连接后固定管道。将电熔焊机上的两条电缆端子与管件接头连接,启动电熔机按照显示器上指示进行熔接。在焊接完成后需等待约20min冷却时间。
新闻:鞍山导静电加油站双层输油管单米价格
PAEK类材料可用于两类3D打印技术,一类是基于材料挤出的FDM3D打印技术,另一类是基于粉末床熔融的SLS(选择性激光烧结)3D打印技术。近期,在上,意大利Roboze和德国INDMATEC等创业型公司推出了基于材料挤出技术的3D打印PEEK线材和桌面级3D打印机。Roboze在2015年宣布推出的RobozeOne+400,据称能够实现400℃的挤出温度,可打印PEEK和PEI细丝。这款设备包括一种特殊的冷却系统,能够稳定材料表现,避免高温挤出下容易产生的翘曲问题。
导静电燃油复合管道 75/63双层输油管道电熔焊的原理是加热焊接管件内表面下的电阻丝到一定温度(大约200°),熔化管件内侧和管道外侧的PE(聚乙烯)材料由于聚乙烯传热慢,只有电阻丝附近的材料被熔化。在温度和压力作用下,熔化区域内的聚乙烯膨胀,而周围的低温聚乙烯材料阻止熔化区域继续扩大,这样,管道就均匀而又结实的焊接在一起了。
压力测试
测试系统的强度,测试系统是否有渗漏点,系统进行压力测试才能保证系统的正常运行。
导电测试
测试系统安装完成的管线,确保测试电流无法流向其他途径。
回填
回填深度取决于顶部路面,钢筋混凝土路面回填深度克减少到150毫米,其他路面不得低于300毫米。管道周围150毫米空间可直接回填粒度0-22mm的细沙砾,不能夯实与管道直接接触的上部回填物只能在管道上部150-200mm回填层上夯实。



