
辽宁轴承加工专用砂轮修整刀、1.0克拉金刚石笔使用方法
青岛晟鑫杰生产制造--3.00克拉天然钻石砂轮刀-钻石砂轮修整刀具
对于高精度国产或进口外圆磨床,特别是高硬度大砂轮的修锐,其磨床砂轮磨削加工工件表面粗糙度要求较高,一般Ra≤0.8,材质一般为白刚玉和铬刚玉。建议选用大颗粒天然金刚石砂轮刀来对砂轮修整,特别是用于大型轧辊磨床砂轮的精密修整,根据产品使用经验,钢铁制造业轧辊磨床磨削精度要求高,磨削后的辊件表面粗糙度为Ra0.8-0.4μm,且表面不能有烧伤和裂纹等现象。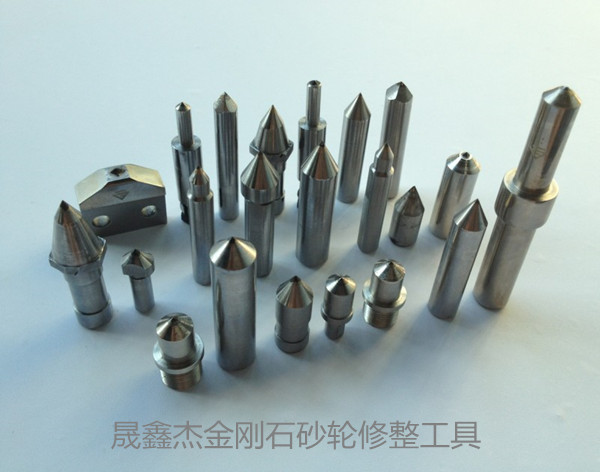
《青岛晟鑫杰品牌砂轮修整工具型号、规格、标准》
更多产品可访问公司网站,在线询价订购会给您更多优惠!
【主要特点】
1、原料精选自南非优质天然金刚石,等级有一级、二级、三级,体型呈完整的八面体或十二面体,硬度高、韧性好、自然尖角锋利,能保持持久稳定的耐磨性能和理想的修整精度。
2、产品天然金刚石采用低温焊接好,以降低焊接时高温对天然金刚石结构的破坏;另可根据砂轮加工工件的精度要求,通过手工将自然尖角研磨成60度、90度、120度等各种角度来修整砂轮。
青岛晟鑫杰牌天然金刚笔 砂轮修整刀适应不同磨床的砂轮修整。
根据我们生产金刚笔的笔头来判断,单颗粒的金刚石修整器我们称之为,这是一种将金刚石原石直接镶在基体上,也是一种最简单的修整器产品,但是单点金刚笔虽然是最简单的工具,但是也存在一些小的差别,我们只有通过正确理解修整器方向性和使用条件,才能更好的操作金刚石修整工具,更好的保证产品质量。
用单点金刚笔修整高精度的砂轮时,我们应该以确保从精磨到粗磨的修整范围内建议使用较大的球状金刚石,下面我们是需要注意的一些事项:
①单点金刚笔需要固定在卡具上,端面与金刚石砂轮径向垂直,链状笔轴向与砂轮径向成15°夹角为佳,进行修整,安装时,修整器的移动方向指向砂轮的径向中 心位置,即使砂轮的外径变小,修整器的安装角度也不应该发生变化,但是应当考虑金刚石的结晶方向,选择磨损量更小的安装方向。
②不必先刃磨即可使用表面一层金刚石用完后,继续磨削直至另一层金刚石裸露,便可连续使用。
③修整时的进刀量一般为每行程0.02-0.04mm,纵向走刀速度要均匀一般走刀速度为100-500mm/min,精修时走刀速度要低于粗修走刀速度,工作行程2-4次、空行程1-2次。
④修整金刚石砂轮时应加冷却液,应禁热后急冷。
上面是我们公司建议客户在使用单点金刚笔时需要注意的一些事项,虽然是小的一个,但是它也有强大的功能,只有把握好方法,产品质量是可以保证的。

- TEL 东京电子 SLAM 杯套件 RT Clean Track ACT12
- TEL Tokyo Electron IRAM 气动歧管接口块
- TEL,东京电子 TEB102-1/NASS
- MP 2L87-100184-11
- TEL TOKYO ELECTRON 5040-000242-11
- 2110-369191-11 / 管道 11A SUS316
- DS1110-333-11 / FORK,QTZ
- ES1D05-300188-12
- TEL 东京 Electron CT1380-000448-11
- TEL Tokyo Electron 3281-000011-1 PCB
- TEL 东京电子电源供应 3D80-001488-V4
- 全新 TEL TOKYO CT5087-408413-11 5087-408413-1
- ✅ TEL TOKYO 电子板潜水 A2ZOS 2L10-150860-V1
- TEL Tokyo Electron 5010-322402-13
- Tel (Tokyo Electron) 30000905
