
郑州环缝焊接机厂商

环缝焊接机设计与原理
1.设备焊接电源形式的配置与比较
众所周知,焊缝质量的关键因素之一是焊接电源的配置。目前围内外有四种电源配置或焊接方法,为了择优选取,我们进行了对比分析。
(1)CO2气体保护电源(熔化极)利用CO2气体做保护。优点:CO2气体价格低、生产效率高、焊接电流密度大、焊件基体熔池深、熔化效率高、熔敷速度快,生产效率比手工焊高2~4倍,而且抗锈、抗裂性能好;缺点:大电流焊接时,焊接表面成形较差、飞溅较多,焊后需人工除掉粘在工件上的飞溅物。
(2)MIG气体保护焊(熔化极),利用氩气做保护。优点:焊接熔池深度大、焊接电弧稳定、焊缝成形好、生产效率高;缺点:因保护气体用氩气来实现焊接过程,氩气价格偏高且MIG焊接电源较CO2/MAG焊接电源在价格上贵3~4倍。
(3)MAG气体保护焊电源(熔化极)。利用氩气和CO2混合气体保护,其中氩气为80%、CO2为20%。优点:焊接熔池深度大、熔敷效率高、焊接飞溅较小,可获得稳定的焊接过程和美观的焊缝。
(4) TIG气体保护电源(非熔化极),利用氩气做保护。我公司通常使用的焊接电源就是这一种(手工钨极氩弧焊)。优点:由于电极只通过电流加热工件,使工件和焊丝形成熔池故没有飞溅物产生,焊缝成形美观;缺点:电弧熔池深度浅、熔敷率低、生产效率不高。因焊接过程全部采用氩气做保护,价格偏高。
通过焊接电源配置的对比及专家的建议,确定采用CO2/MAG焊接电源配置来制造双环缝自动焊接机床。
2.设备的构成与工作原理
(1)设备的构成 该设备由导轨床体、转动转台、气动尾顶滑台机构、转动机构、工件夹紧机构、中间托料机构、专机焊枪气动调节机构、焊枪三维微调节机构、焊枪夹持机构、气动尾顶及专机电控系统组成。
(2)工作原理 采用转动端夹紧工件,另一端顶紧工件的方式,双头CO2焊枪相对不动的原理与CO2/MAG焊接电源匹配实现工件环缝的焊接。 ydwf2
(3)设备的适用范围 ①适用于碳钢与不锈钢阀体、法兰等平面圆形环缝焊接。②环缝最小直径为25mm,最大直径为120mm。③阀体与法兰组焊工件最大长度为360mm,法兰最大直径为260mm。④工件最大重量为45kg,机床最大回转直径450mm。
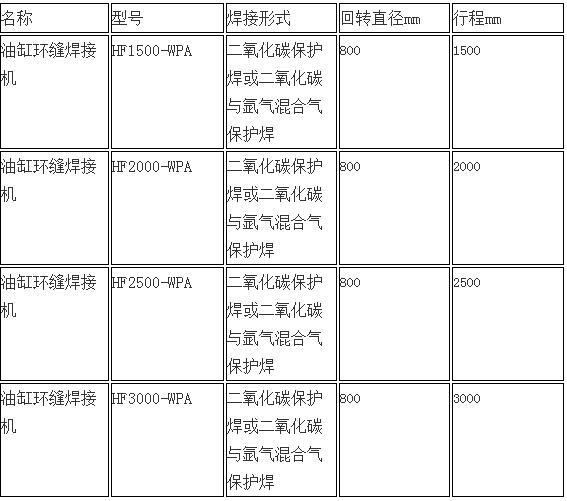
型号表:数据仅供参考!
- 6ES7400-0HR00-4AB0模块
- 6ES7400-2JA10-0AA0库存现货
- 6ES7478-2DA10-0AC0新品上架
- 6ES7401-2TA00-0AA0现货
- 6ES7414-2XG03-0AB0原装正品
- 6ES7444-1MX00-0XE0原装正品
- 6ES7417-4XT05-0AB0库存现货
- 6ES7453-3AH00-0AE0现货
- 6ES7468-1CB00-0AA0品质保证
- 6ES7422-1FH00-0AA0质保一年
- 6ES7492-1XL00-0AA0新品热卖
- 6ES7408-1TX00-6XA0原装正品
- 6ES7461--0AA01-0AA0品质保证
- 6ES7407-0DA00-0AA0产地
- 6ES7498-8AA05-8EA0新品上架
