
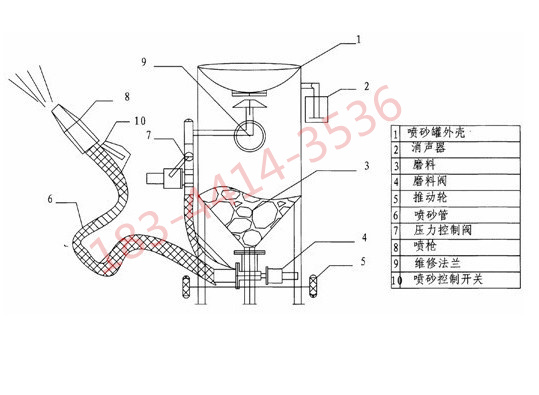
开放式喷砂机的工作原理
本机采用压送式喷砂(喷丸)机构,即利用压缩空气在高压罐内高速流动形成高压作用,将高压罐内的砂料通过输砂管喷出,然后随压缩气流由喷枪嘴高速喷射到工件表面,达到喷砂加工的目的。
汽车车厢除锈喷砂机、自卸车、汽车、泥头车、油罐车各类大型重汽除锈翻新专用喷砂机 移动开放式喷砂机、户外除锈专用喷砂机、带轮子移动喷砂机
钢结构、钢板材、铁板、船舶、护栏、油罐、压力容器罐、石材、汽车、模具等表面除锈去氧化皮处理喷砂机,高压型移动开放式喷砂罐
采用移动开放式喷砂机的优点:(除锈翻新、防腐工程喷砂机)
可以代替酸洗磷化工艺,没有排污费的问题。快速喷砂除锈,在改变表面粗糙度的同时,还可以去掉焊渣、毛刺、飞边。效率高、成本低、质量好,是传统化学和手工除锈无法比较的。喷砂后油漆质量好、涂层寿命长,是目前国际上采用的通用工艺方法。
喷砂除锈与其它清理除锈(如酸洗,工具清理)相比可以分为以下二大特点:
第一、喷砂除锈可控制性高。特别针对大型钢板,钢筋,钢材,钢结构除锈,
第二、喷砂除锈速度快,效果好,除锈成本低,在除锈的同时,还能消除表面的毛刺,杂物,对表面有一定的美化作用。
除锈方法可整体上可以分为四大类:
第一大类是:机械除锈,手工除锈速度慢,效率低, 化学除锈缺点是除锈效果不理想,达不到除锈的目的,化学污染大
第二大类是:手工除锈。这一类的特点是速度太慢而且也不干净。
第三大类是:超声波除锈。这类特点是成本高,但是针对性太强。
第四大类是:化学除锈。这类特点就是对机械部件不是非常好。

开放式喷砂机除了除锈以外还主要应用于以下几个方面:
一、预处理:电镀、喷漆、喷涂等所有被覆盖加工前喷砂处理,表面绝对清洁,同时大大提高覆盖层附着力及防腐蚀能力。
二、清理:铸造件、冲压件、焊接件、热处理件等金属工件去氧化皮、残渣、污垢;非金属制品表面清理,陶瓷胚件表面黑斑清除及还原漆纹图案等。
三、旧件翻新:汽车、摩托车、机电设备等所有运动部件的翻新清洗。同时消除疲劳应力,延长使用寿命。
四、光饰:所有金属制品及非金属制品(塑胶、水晶、玻璃等)表面痕迹消除,哑光雾面处理,使产品表面提升档次。
五、模具处理:模具表面哑光雾面处理,图文制作,以及模具清理,不伤及模具表面,保证模具精度。
六、毛刺处理:机加工零件微小毛刺去除,注塑零件溢胶毛边消除。
七、不良品返工:产品不良覆盖层去除,表面不良着色及印字的去除。
八、强化:增加金属件表面硬度,消除应力,如飞机叶片、弹簧、机加工刀具及武器等表面处理。
九、刻蚀防滑加工:金属制品、非金属制品表面刻蚀图案、文字及防滑处理,如:大理石、手柄防滑、印章、石碑刻字等。
十、牛仔服处理:牛仔服磨砂、发白及猫须效果达成。

喷砂处理可以在不同粗糙度之间任意选择,而其它工艺是没办法实现这一点的。手工打磨可以打出毛面但速度太慢,化学溶剂清理则清理表面过于光滑不利于涂层粘接。 所以用喷砂机来处理表面是***方便,***快速的处理方法。
前处理阶段
喷砂工艺前处理阶段是指对于工件在被喷涂、喷镀保护层之前,工件表面均应进行的处理。喷砂工艺前处理质量好坏,影响着涂层的附着力、外观、涂层的耐潮湿及耐腐蚀等方面。前处理工作做的不好,锈蚀仍会在涂层下继续蔓延,使涂层成片脱落。经过认真清理的表面和一般简单清理的工件,用暴晒法进行涂层比较,寿命可相差4-5倍。表面清理的方法很多,但被接受***普遍的方法是:溶剂清理,酸洗,手动工具,动力工具
工艺阶段
喷砂工艺是采用压缩空气为动力形成高速喷射束,将喷料等高速喷射到需处理工件表面,使工件外表面的外表发生变化,由于磨料对工件表面的冲击和切削作用,使工件表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善。

注意事项:
1、工作前必须穿戴好防护用品,不准赤裸膀臂工作。
2、储气罐、压力表、安全阀要定期校验。储气罐两周排放一次灰尘,砂罐里的过滤器每月检查一次。
3、检查通风管及喷砂机门是否密封。工作前五分钟,须开动通风除尘设备,通风除尘设备失效时,禁止喷砂机工作。
4、压缩空气阀要缓慢打开,气压不准超过0.8MPa。
5、喷砂粒度应与工作要求相适应,一般在16至320号之间适用,砂子应保持干燥。
6、喷砂机工作时,禁止无关人员接近。清扫和调整运转部位时,应停机进行。
7、不准用压缩空气吹身上灰尘或开玩笑。
8、工作完后,通风除尘设备应继续运转五分钟再关闭,以排出室内灰尘,保持场地清洁。
- 为你所委托 1769-ADN 变频器
- GE DS3800DDMA1A1A 模拟量输出模块
- 更加关心您 1769-OW16 电机模块
- GE DS3800DDMA1 自动化处理器模块
- 耐用性强 1769-OF4VI 模块 电源
- 质量可靠 1769-OV32T 冗余模块
- GE DS3800DDMA 电流互感器
- 耐冲击性能好 1769-OV16 伺服驱动
- GE DS3800DDIB1C1C 模拟量输入字模件
- 当天付款 1769-OG16 传感器
- GE DS3800DDIB1B1C 驱动模块
- 全国包邮 1769-OF4CI 冗余模块
- 安全性能高 1769-OF4 处理器
- GE DS3800DDIB1 控制模块
- 我们一直在努力 1769-OF2 控制器
