电磁阀线圈点焊机,不用焊锡,不用刮漆皮-广州蓝能电子科技 www.cn-ln.net

一、电磁阀线圈点焊机工艺介绍
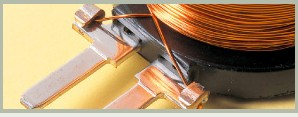
主要用于电磁阀线圈、变压器线圈等热熔焊接。
电磁阀线圈热压焊接从原理上讲和电阻焊接一样,是把端子与有绝缘层的引线进行加热软化后压接在一起,使之连通导电的一种端未处理方法。利用这种加工方法,可以省却剥导线绝缘层这一工艺过程。
电磁阀线圈点焊机是把电极产生的电阻热传到端子上,利用这个热量以及加压力进行压接。
电磁阀线圈点焊机是利用电阻热能保证首先剥离导线的镀层,然后依靠端子的夹力来确保结合强度的热压工艺手段。这里需要强调的是,热压焊并不是焊接,而是热压接这一概念。
特别要注意导线的断线、镀层剥离不足、压夹不足等不良情况。也就是说要确实施行前面所述的品质管理工作。
电磁阀线圈点焊机工作过程和步骤:
焊接过程包括两项同时发生的操作:1、经过电极之间的电流加热铜端子(铜钩子)并导致漆包线线漆皮汽化,同时电极作用于支架上的压力将其压紧成为一体,具有极高的电机性能。
1、最初的热量将电磁线(漆包线)的漆皮气化;
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、最后,进一步的加热和施加压力,洁净后的铜线和端子互相热量传递扩散, 铜线还和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大和耐用,并且几乎“零电阻”的连接。
二、电磁阀线圈点焊机的构成和作用
电阻焊接是将被焊接物用电极挟住后,施加压力的同时进行通电。
1、焊接电源:控制焊接电流的大小、时间、波形。
2、焊接变压器:将电源控制的电流转变为大电流。
3、焊头:控制压力。
4、焊接电极:对被焊接物施加压力并通电。
(一)电磁阀线圈点焊机焊接电源和变压器技术参数:
|
型号 |
LND-200A |
|
输入电压 |
380V |
|
输出电压 |
单相PWM 输出 500V |
|
界面 |
触摸屏 |
|
输出电流 |
200A |
|
最大次级焊接电流 |
10000A |
|
逆变频率KHZ |
1 |
|
三段加热过程 |
预热、焊接、回火 |
|
焊接规范数 |
20组 |
|
控制方式 |
定电流、定电压 |
|
电流监控 |
有 |
|
焊点计数功能 |
有 |
|
冷却水 |
流量 6L/MIN,温度≤30℃ |
(二)气动加压机头:
|
型号 Type |
LNH-32 |
|
驱动方式 Drive Method |
气动 Air Drive |
|
加压范围(N)Force |
200-400 |
|
电极行径(mm)Electrode stroke |
20 |
|
臂伸量(mm)Throat depth |
≈150 |
|
重量(Kg)Weight |
≈10 |
根据不同的使用条件,配置采用气动加压式精密点焊机,其特点如下:
1、刚性好,工作中产生挠曲变形很小、稳定性好;
2、加压、消压动作灵活、迅速。压力随动性好;
3、加压稳定且可调,适应不同的焊接工艺要求;
4、电极更换方便。
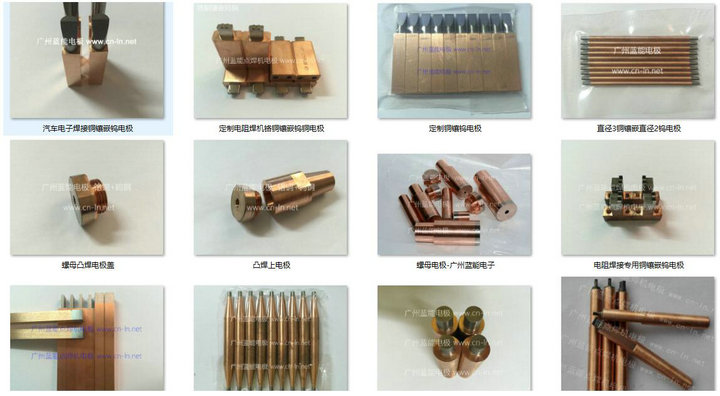
(三)电磁阀线圈点焊机专用电极
如果用钨、钼、钨铜、钨银电极,可以考虑用铜镶嵌方式(铜镶嵌钨、钨银、钨铜、钼),以增加多余热量的吸收。避免用太长的钨或者钼头。 直径小,长度长,电导低的电极杆产生大量的多余热量,影响使用寿命。
我司铜镶嵌钨电极特点:
1、 采用高性能钨棒材料,性能完全可以达到德国同等质量标准,有大量德国企业同行购买我司钨棒材料;
2、铜和钨结合处采用特殊工艺焊接,结合处零缝隙,零电阻;
3、整个电极加工完全是采取磨床加工,冷加工,不通过线切割,保证材料的特性不变;
4、加工精度高,可以满足精密的尺寸加工要求;
5、博世汽车、大陆汽车、日本电装、森萨塔都在用的铜镶钨电极。
焊接样品: