产品简介

详细说明
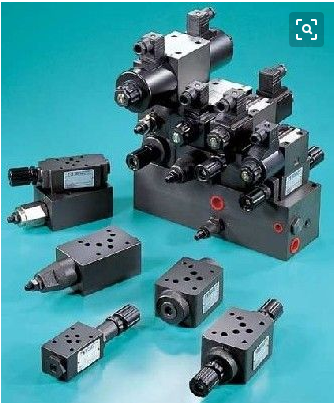
CPDF-10-50-E-10-FPT 台湾JGH久冈液控单向阀 ,电磁阀
加工模板已冷热处理内部产生了残余应力,卧式残余应力是一个相对平衡的压力系统,卧式液压机在线减少和消除浪费、压力平衡遭到破坏和释放。因此,卧式液压机模板在线切割、热应力的影响和原始火花放电的作用所产生的应力、变形不是导演,没有规则,使切削深度不均匀,压力机影响加工质量和加工精度。针对这种情况,要求精度高的模板,通常4切割。
第一个卧式液压机削减将切断了浪费所有的漏洞,消除浪费,然后卧式液压机机床自动换档功能,第二次,第三次,第四次的切割。减少第一次,浪费,减少第一次,浪费,C减少第一次,浪费,n减少第一次,把浪费→→B切割切割第二次第二次第二→→切割切割切割第三→n第三→→n切割切割第四次第四,完成。

这个切割方式可以让每一个孔加工有足够的时间来释放压力,卧式液压机可以减少相互影响,每个孔加工序列所产生的不同的微变形最小程度,卧式压力机更好地保证加工尺寸的准确性模板。但是这个处理时间太长,线号、沉重的工作量,压力机增加制造成本模板。和温度也延长处理时间的机器本身的波动会产生蠕变。

因此,卧式液压机根据实际的测量和比较,模板的加工精度情况允许,卧式液压机可以使用第一个统一处理垃圾不变,但在2、3、4倍的减少(即减少第二次,不改变,不排除这一线,卧式液压机然后削减第三,4→B→c……→n)或保存的第四次和3次切割切割。所以卧式液压机切割后测量、形状和位置尺寸基本符合要求。这不仅提高了生产效率,减少人工,所以卧式液压机制造成本也减少了模板。
在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息

最新供应
- 超大库存 安全可靠 1734-AENT 接触器 模块
- 操作灵活 调试方便 1734-ADN 处理器 冗余模块
- C3CONTROLS CAT#22POTO10K-TBW
- SEIKOM NLSW45-6 805020
- FUTURE DESIGN CONTROLS FDC9300-416601
- 美国MOOG穆格D661-4026全新原装
- 美国MOOG穆格D633-419B国外直采
- 美国MOOG穆格D633-501B特惠
- 美国MOOG穆格G761-3007B供应
- MOOG伺服阀D633-419B性能
- MOOG伺服阀D661-4020B技术参数
- 美国MOOG穆格D661-4056B特点
- MOOG伺服阀D661-4045B性能
- MOOG伺服阀D633-500B说明书
- MOOG伺服阀G761-3004B现货特价
推荐供应
