
临夏Q345qE变截面U肋
端部加厚U肋技术关键在于U肋轧制成形过程控制及尺寸精度的保证,焊缝形式仍然为单侧焊接部分熔透角焊缝,焊缝根部的应力集中现象同样存在,技术特点限制了其焊缝的抗疲劳性能又更大的提升空间。此外,端部加厚U肋对加工过程控制要求较高,较易出现U肋旁弯过大、边缘直线度超差,钝边尺寸不均等问题。北京三元桥、武汉杨泗港长江大桥等桥梁工程应用了端部加厚U肋技术。
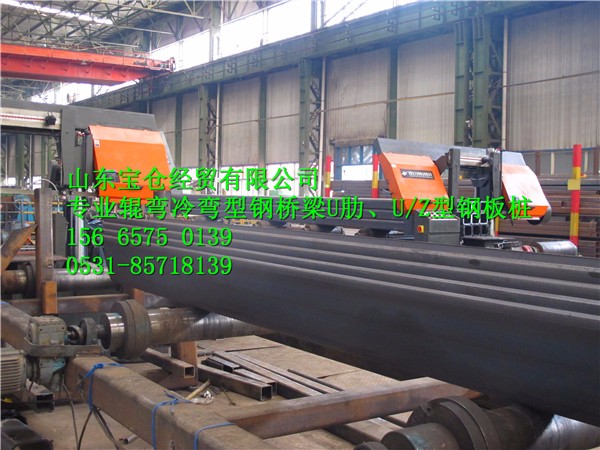
我公司生产的桥梁U型肋,采用辊弯一次成型工艺,该机组19座机架,多道次小变形(每道次不超过15°),从而有效降低角部加工硬化和残余应力水平,产品形状准确、稳定、长时间放置不变形,弯曲部位与折弯相比,残余应力小,消除角部开裂倾向,从而达到耐腐蚀性能。适合于大厚壁、高强度、复杂断面、精装形状产品的生产。产品外形美观、制造精度高,生产效率高,节约能源、降低能耗,比传统的折弯成型工艺降低成本,效率提高,为您提供了更有益的产品选择和服务方案。
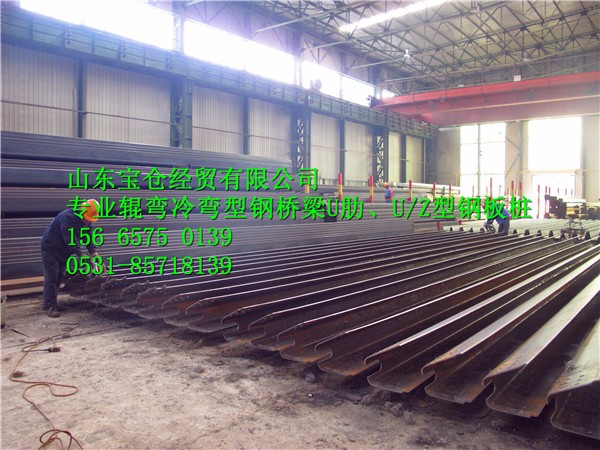
由于车辆快速增长以及长期超载荷负重的影响下,我国已建成在使用的钢结构桥梁中,部分正交异性钢桥发现纵肋与桥面板的焊接有不同程度的疲劳裂纹,主要原因为:U肋与面板焊接后为闭口型钢结合,在焊接时只能从单面施工焊接,传统采用75%-80%的部分熔透焊接,焊接面积较小;而未熔合部分本身就形成一个天然的初始裂纹,在反复载荷作用下,导致桥面面板与U肋焊缝易疲劳开裂,进而降低整个桥梁的寿命。针对U肋结构与面板的焊接面积小,焊缝容易疲劳开裂等缺陷问题,我公司研发了新型桥梁结构U肋--变截面U肋(TEU肋)

正交异性钢桥面板的设计理念和制造工艺技术得到了改进,U肋焊缝的耐久性得到有效的提高,相关疲劳试验结果也满足了规范要求(200万次或500万次),但面对钢桥100年以上的使用需求和日益增加的交通压力,进一步提高焊缝疲劳寿命是非常有必要的。中国企业近年来在U肋焊接技术上开始了新的探索和实践。


- 超大库存 安全可靠 1734-AENT 接触器 模块
- 操作灵活 调试方便 1734-ADN 处理器 冗余模块
- C3CONTROLS CAT#22POTO10K-TBW
- SEIKOM NLSW45-6 805020
- FUTURE DESIGN CONTROLS FDC9300-416601
- 美国MOOG穆格D661-4026全新原装
- 美国MOOG穆格D633-419B国外直采
- 美国MOOG穆格D633-501B特惠
- 美国MOOG穆格G761-3007B供应
- MOOG伺服阀D633-419B性能
- MOOG伺服阀D661-4020B技术参数
- 美国MOOG穆格D661-4056B特点
- MOOG伺服阀D661-4045B性能
- MOOG伺服阀D633-500B说明书
- MOOG伺服阀G761-3004B现货特价
