
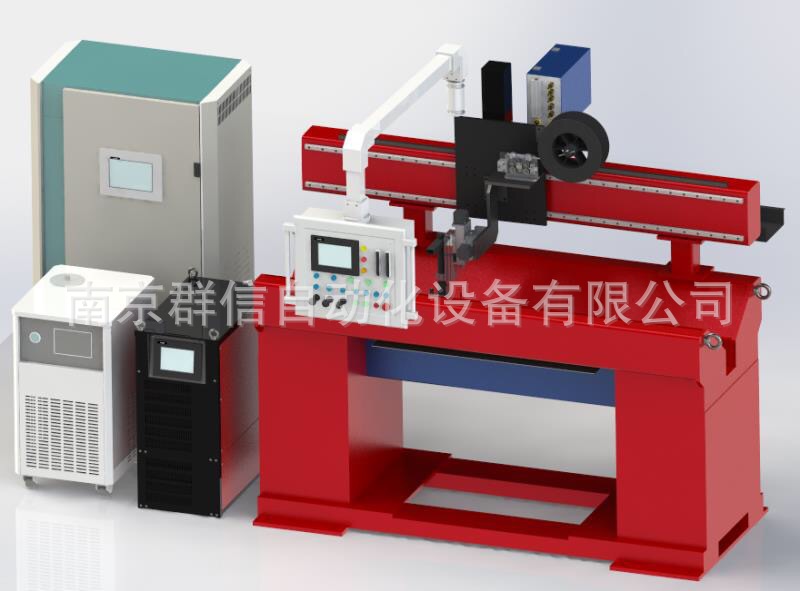
筒体纵缝自动焊接专机
一:工件情况
1. 工件直径:Φ600~2000mm
2. 工件长度:单节小于1500mm
3. 板材材质:不锈钢
4、结构形式:筒体纵缝
5.板材厚度:3~10mm
二.焊接工艺
2.1 焊接工艺:一般厚度在3mm以上,采用能量集中的等离子焊接工艺,3--10mm不用开坡口实现单面焊双面成型,厚度大于10mm需要开坡口,坡口钝边为5mm,坡口角度单边35°先采用等离子打底,再将离子气流量调小后加丝摆动盖面。
2.2工件装配要求:1)对接错边及间隙小于等于0.5mm。
2) 对接处无油污及水。
3)点焊间距150mm左右,点焊点要小。
2. 3焊 丝:焊丝材料选用与工件材质相匹配的材料,焊丝直径可选用1.0或1.2mm 盘状焊丝,每盘焊丝重量约15KG。 焊丝要妥善保管和防护,避免受潮和折弯,导致影响焊缝质量和送丝稳定性。
2.4保护气体:对于等离子焊,有多路焊接保护气体。等离子气体一般采用95%氩+5%氢气,保护气选用99.99%纯氩,可以获得较好的焊缝成型和保护颜色。拖罩气和背面保护气选用99.99%纯氩。
2.5等离子焊接系统特点:
1) 穿透能力强,10mm以下板厚无须开坡口,大大减少了焊前准备时间。
2) 电弧能量集中,焊接热影响区小,焊接变形小。
3) 焊接速度快,等离子比手工氩弧焊减小4-5倍时间。
4) 卓越的重复生产性。
5) 弧柱刚性大,采用小孔效应,可以实现稳定的单面焊双面成型。
6) 电极缩在喷嘴内,不易污染和烧损及电极寿命长,焊缝缺陷少。
7) 焊接质量好,可焊材料多。
8) 等离子弧具有良好的可控性和调节性等。
2.6系统特点:
采用纵缝工装进行纵缝的焊接;
采用等离子焊接工艺,焊接质量高、焊接效率快,省焊材
采用等离子焊接工艺,热输入小,焊接变形小
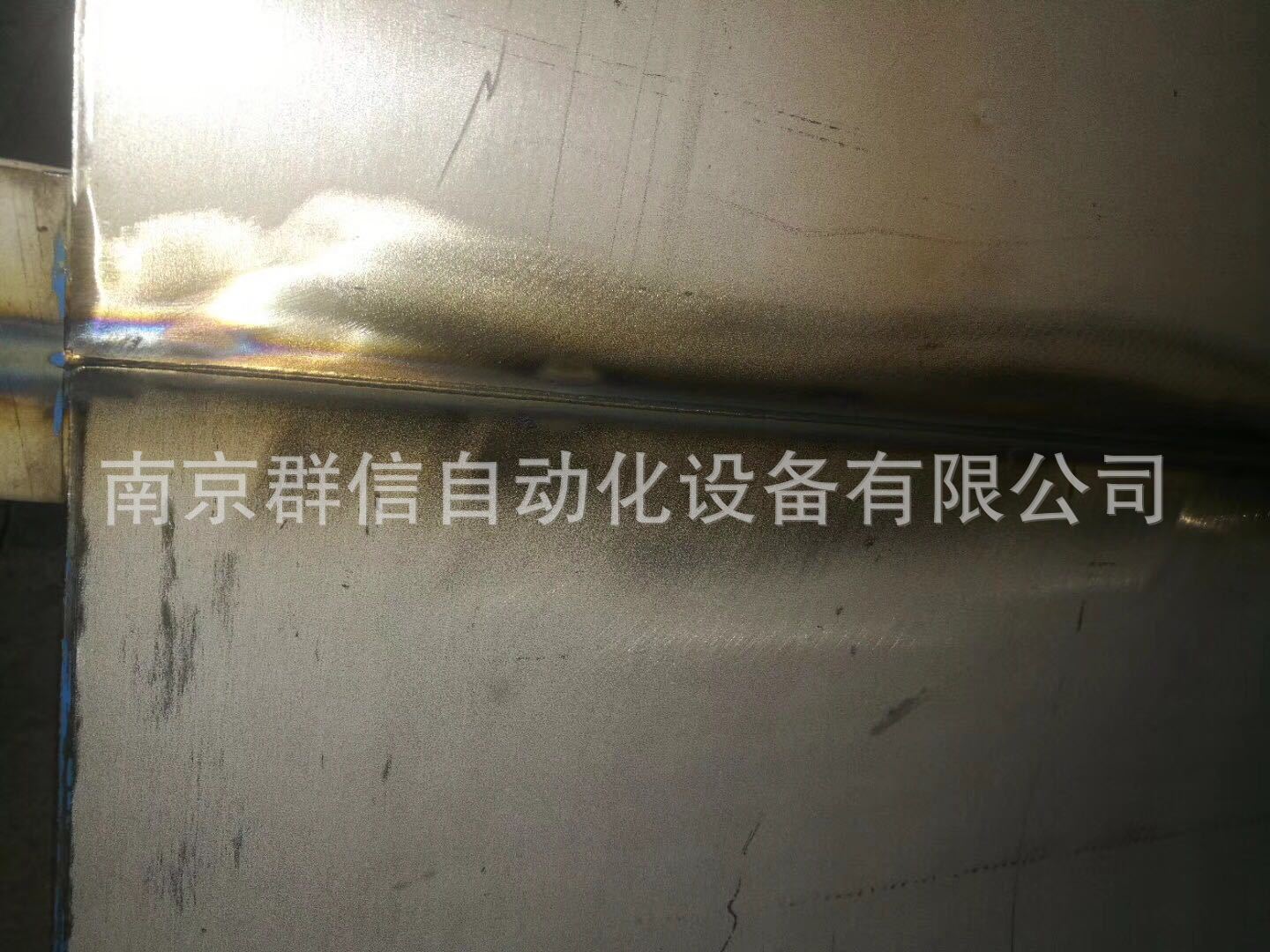
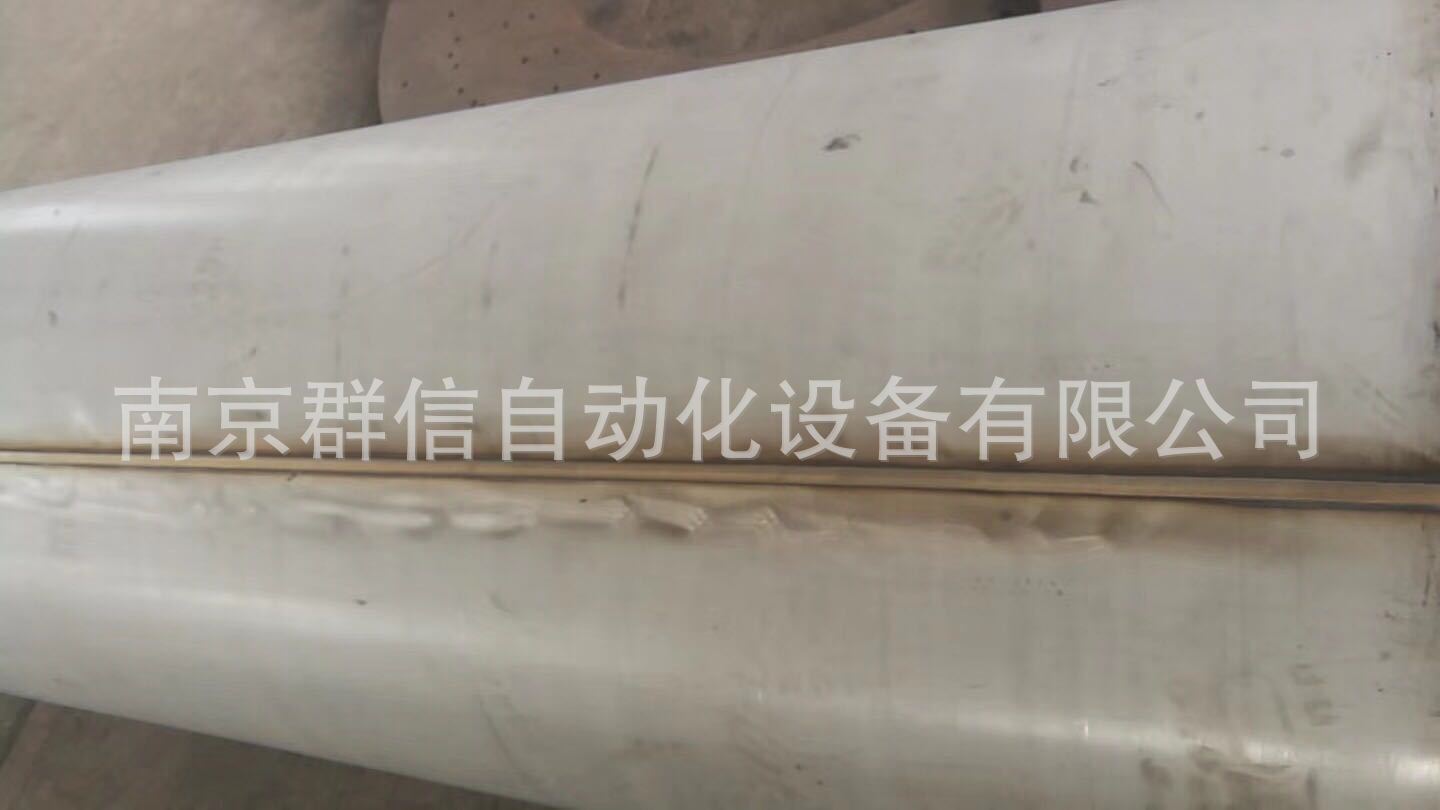
焊接样件

- 美国AB变频器22F-D6P0N103说明书
- 罗克韦尔变频器22A-D8P7N104现货低价
- 罗克韦尔变频器20F14NC140JN0NNNNN厂家直销
- 美国AB变频器22B-D4P0C104现货低价
- 美国AB变频器22F-A1P6N103优势库存
- 美国AB变频器22F-A011N103厂家直销
- 美国AB变频器22B-D1P4N104国外直采
- 美国AB变频器20F14NC367JN1NNNNN特惠
- 罗克韦尔变频器22C-D088A103特惠
- 罗克韦尔变频器22F-D1P5N113优势库存
- 罗克韦尔变频器22F-D024N114厂家直销
- 美国AB变频器22C-D010N103现货低价
- 美国AB变频器22P-D142A103厂家直销
- 罗克韦尔变频器22F-D018N114正品低价
- 美国AB变频器22P-D038A103使用方法
