
北京深隆科技有限公司的主要产品及服务为机器人智能涂装线、工业机器人应用及成套装备、涂装自动化生产线集成三大系列,以解放低端劳动力、改善有害工作环境为导向,以工业机器人集成应用为基础,以行业应用的个性化方案定制为核心,业务领域包括3C产品、汽车零部件等表面处理、重工、军工、航空、新能源等行业。产品包括:工业机器人喷涂生产线,自动涂装生产线,全自动点涂胶机器人, 自动上下料机器人 自动玻璃点涂胶机器人,自动锁镙丝机器人,自动上下料机器人、 CCD视觉定位锁镙丝机,工业机器人配件-机器人工装,夹具,气动夹具,气动工装,气动模具,装配夹具,装配卡具等。技术咨询:18001130868 18001197956
越来越多的总装车间用机器人工作
在汽车制造工厂,需要在总装车间完成前、后风挡玻璃的涂胶及装配工序,而装配品质由涂胶质量及安装质量共同决定,涂胶及装配质量不仅影响整车的降噪、防漏水品质,还直接影响用户对整车的感觉,所以越来越多的总装车间采用机器人完成涂胶及装配工作。

风挡玻璃的安装一般在内饰装配线中完成,传统的风挡玻璃装配工艺一般由人工或机器人进行涂胶,人工或助力机械臂输助安装, 而高速机器人玻璃涂胶安装工作站,能提高生产工艺的自动化程度;较传统的人工玻璃安装工艺至少可以提高20%的节拍,降低工人的劳动强度;提高涂胶及装配质量;还可以节约10%的原料,能够保证胶型控制精度为±0.5mm。安装精度在±0.8 mm,保证了风挡玻璃装配质量的稳定性。

工艺流程
风挡玻璃自动涂胶及装配的工艺流程为:人工上件→自动清洗→自动底涂→晾干→自动涂胶→自动安装。清洗、底涂、涂胶、装配工艺均可以实现无人化操作。全自动清洗及底涂工艺利用清洗剂自动供液系统及机器人共同实现。
设备主要包含中台、机器人、清洗装置、底涂装置、玻璃库区、输送线等。考虑成本及生产节拍,清洗与底涂可考虑采用同一台机器人。
底涂液的原料一般是聚异氰酸酯,有一定毒性,所以有条件的车间可以考虑增加一套抽风设备,防止挥发气体的伤害。底涂完成后,需要进行晾干,大约需要2-5min,玻璃的涂胶及安装必须在15min内完成,否则玻璃胶会固化失效,造成与车身无法粘贴。

清洗装置由清洗剂存储及供液装置、输送系统、检测系统和控制系统等构成。清洗采用固定式,清洗剂靠供液及输送系统输送至清洗嘴,机器人根据玻璃信息按相应的轨迹进行清洗,同时,安装在清洗嘴处的检测装置可实现对清洗轨迹、清洗质量的实时监测,一旦漏洗或偏离轨迹,则进行报警且机器人停止。清洗之后,机器人自动切换到底涂装置处,按照相应的轨迹进行底涂。
底涂装置同样采用固定式,主要是供液装置、输送系统、控制系统、检测和底涂头等组成。底涂头处同样可设置检测装置,对底涂效果进行检测,检测范同包括但不限于底涂的宽度,均匀性、是否有漏底现象等,由于底涂液具有极强的挥发性能,因此底涂供液及输送装置需要有可靠的密封性。 底涂头需要进行定期更换,以保证底涂效果。
机器人自动涂胶设备主要包含机器人、对中台、固定式旋转涂胶枪、涂胶泵、输送系统、控制系统、检测装置、清洗装置等,考虑生产节拍的要求,涂胶机器人与底涂机器人是互相独立的。涂胶泵、加热装置、输送系统等装置可以根据采用的玻璃胶特性或工艺特性设定0-65℃的加热和保温控制,从而更好地配合底涂提高粘性性能。涂胶泵采用定量给料系统,利用伺服电机及快速响应离合器控制出胶速度,出口流量可以达到30L/min;涂胶泵同样可以采用齿轮泵形式,也可是满足涂胶需求。
机器人自动涂胶的原理与底涂原理类似,机器人根据对中台反馈的玻璃信息,匹配相应的涂胶轨迹;机器人与工位PLC同进行联锁,得到生产计划发来的信息,也可设置防错功能,同样,胶枪处设置胶型检测装置,保证胶型满足工艺要求尺寸,且使机器人涂胶精度能够控制在±0.5mm以内,能够对转弯及接口的胶轨迹进行更有序的控制。通过对供胶参数的调节,亦可满足不同车型的混线生产,实现涂胶柔性化。

自动安装工艺是利用视觉引导系统识別车身的空间位置,控制机器人对玻璃进行装配。设备主要包含视觉引导系统、控制系统、机器人、定位装置等,此工位的特殊要求为车身需进行定位且处于静止状态,所以此工位处的车身输送线为间歇业式运行。
自动安装的主要工艺流程为车身输送到位→定位装置进行定位→视觉拍照车身→视觉引导机器入安装。
由于每次车身输送的位置、玻璃抓取的精度都不一样,所以自动安装工艺的难点在于如何保证最终的安装精度,采用一套由多摄像头组成的视觉系统,分别对车身状态及破璃状态进行确认 ,计算出车身的工件坐标系,同时设置不同车型允许的拍摄、安装误差,在误差范田内可引导机器人进行安装,最终安装精度能够维持在设定的偏差范围之内。
考虑成本问题,结合节拍的计算,涂胶及安装可以共用一个机器入完成,即玻璃涂胶完成后立即进行拍照安装,提高设备的综合利用率, 在正式投产之前,调试需要大量的数据进行验证,要针对不同车型,选取车身上最佳的视觉拍照特征点.拍照偏差必须保证在设置值范田内。
下面我们用一个具体的案例来分析整套机器人涂胶装配方案:
1 客户需求(以下参数仅作参考)
1.1车型要求
六种车型混流
1.2风窗玻璃技术参数
前、后风挡玻璃及三角窗玻璃
1.3涂胶质量要求
风窗玻璃装配后胶形尺寸及公差(非胶枪涂胶胶道参数)
胶缝宽度:12 +6/-3
胶缝高度:4mm
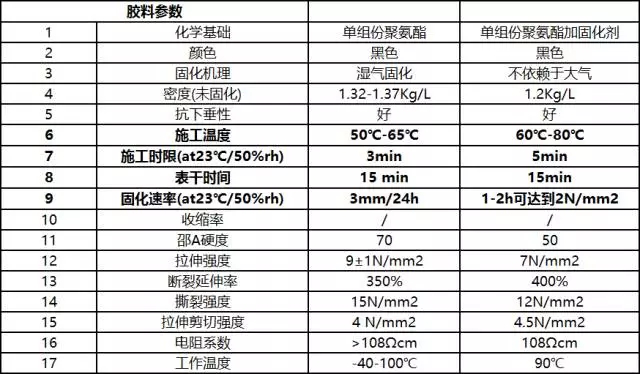
1.4风窗玻璃胶规格及性能
1.5 生产纲领和节拍要求:
全年工作251天、双班制;生产最高节拍68JPH,产能20万辆/年。
1.6 工艺流程:
人工从工位器具借助助力机械手抓取玻璃→人工从抓取器上翻转正面向下安装密封条→清洁及涂覆玻璃底胶→在抓取器上底涂表干→将抓取器上的玻璃放置到输送滑轨上→输送滑轨将玻璃输送到机器人抓取位置处→对中装置对中→机器人接收工作站信号→机器人抓取玻璃到固定胶枪处涂胶→胶形检测(如不符合要求,输送到废料小车)→符合胶形要求,安装玻璃。
1.7 设计布局图:
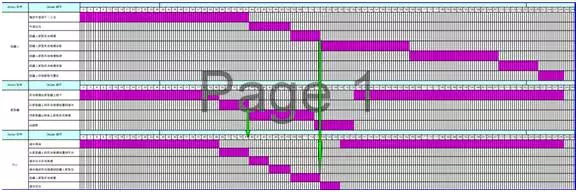
1.8节拍分析:
1.9 现场工况:
环境温度 -5℃-45℃
湿度:年平均相对湿度:~59%,最高月平均相对湿度:95%(+25℃)
电源:三相五线制交流 380V+15%,-10% 50 Hz±2%
压缩空气:0.4~0.8Mpa
2 设备清单

2.1机器人的选择
因风挡玻璃重量约25kg,抓具重量约40kg,加上线缆等负载总需求在80kg;机器人布置在线边,需要的在涂胶枪处涂胶,也需要安装玻璃,经过模拟,臂展2.8M机器人可以满足。机器人需要与PLC通讯,现在一般主流的通讯方式为Profinet,方便现场组态。机器人使用搬运线缆包,里面含气路和信号线。

2.2机器人抓具

![]()
机器人抓具含真空吸盘,主要用于吸住玻璃,并安装仿形的支撑块,抓具与机器人连接处安装力传感器,防止安装玻璃时过压而压碎玻璃。另外有些抓具还带有整形工装,在安装玻璃后进行加压整形。
2.3助力机械手

助力机械手配备断气保护装置和手动卸载装置,当总气源意外断气时,主机臂杆不会突然坠落,夹具不会松开,当工人将前挡风玻璃移动到安全位置时,可操作卸载按钮,将前挡风玻璃安全放下。
悬挂系统采用空载平衡 / 负载平衡自动切换控制方式;当工件被有效夹持后,系统由空载平衡状态自动切换为预先设定的负载平衡状态,要求设置状态指示灯;机械手在行程内任何位置均处于浮动状态,操作者可轻松用手拉动机械手上下移动,实现工件的定位。同时要求机械臂配安全阀误操作保护装置,只有当玻璃被放置到位,按松开按钮,工件才可被卸载,保障作业安全。
2.4玻璃输送对中装置![]()

因底涂完成后,输送线通过翻转机构自动将底胶涂抹完毕的玻璃翻转输送至热风烘干位置处(玻璃凸面向上),热风烘干范围能够满足玻璃边缘所有底胶涂抹的位置,自下向上对玻璃进行烘干处理。因需要晾干2-5min,对于高节拍生产线,一般玻璃输送线上设置几个缓存工位。玻璃输送到机器人抓取工位后,对中台对玻璃进行对中定位,整个流程中的对中定位精度要求为±0.15mm。对中装置由6个聚氨酯滚轮组成,防止碰伤玻璃。
2.5三角窗转台定位夹具![]()

三角窗采用人工上件,每套夹具可以放置一对三角窗,转台旋转切换工作位置。
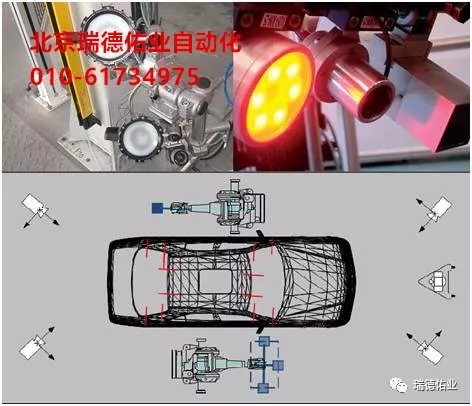
2.6视觉定位系统
![]()
PLC把车型信息传输到视觉系统,车身定位于工作位置后,立即唤醒计算测量,所有摄像头进行图像采集,特征点识别,利用在图像中找到的标记点位置和摄像头的定标结果,以及车身标记点到绝对位置的车身坐标计算当前车身位置,计算当前车身位置与初始位置的偏差,这就是校正矢量(X,Y,Z,RX,RY,RZ),然后视觉系统把校正矢量传输给机器人。整个视觉系统占用时间约1s。当然也有部分方案把机器人视觉系统安装在机器人抓具上。

![]()
2.7双泵切换涂胶系统

玻璃胶涂抹采用双组份固定式供胶设备,玻璃胶与催化剂的配比为50:1,玻璃胶涂抹后的胶型截面为底边10mm,高12mm等腰三角形,要求胶型控制精度为0到+1mm。同时要求胶形的底边和高度尺寸可人工设定,用以适应由于产品变更所导致的变化。
供胶设备采用双桶自动切换的结构形式,即玻璃胶和催化剂的泵机均使用两桶容器,当第一桶使用完毕后,泵机自动切换使用第二桶。在胶桶容器内设定下限容量,提前报警。同时,当泵机自动切换胶桶使用后,须有信号灯提示操作人员进行胶桶更换。人工进行胶桶更换的作业位置在机器人的动作轨迹之外,且须安全、便利。泵机配备自动和手动排胶口,以便在更换胶桶时排除空气,避免空气进入胶管,造成涂胶过程不连续。
胶泵系统具备定量参数设定功能,出胶流量可人工设定,以适应生产节拍的变化;流量控制精度为±1%,以避免涂胶量受胶料温度、黏度和流动性变化的影响,保证涂胶胶形稳定。当涂胶胶形不满足设定要求时,必须报警。并将涂胶不合格的玻璃自动放置在废品输送小车上,通过人工运走。
胶泵系统具备温控器参数人工设定功能,设定范围为45~90°C,采用电加热,温度控制精度为±1°C,对短路、断路、实际温度、供电电源和保险丝进行自动监控,当出现异常时,必须报警。胶泵系统具备单/双组分供胶切换功能,可通过开关阀,实现催化剂泵机系统的关闭与开启,以实现单双组分胶料的切换,满足日后产品新增或变更的需求。胶泵系统具备实时显示涂胶流量、涂胶压力、加热温度以及胶桶剩余容量等信息。
加热胶管采用特弗龙(PTFE)内管,内置加热电阻和温度传感器,带绝缘保护层和绝热层标准接口,便于拆装,抗压350Par以上,如果胶管破裂,泵机应自行停止运行并报警。胶泵系统使用的胶枪、管路以及其相关附件须具备单/双组分玻璃胶通用的功能。且胶泵系统须具备自动清胶功能,用于胶枪枪口自动清理,在停止工作状态下,胶枪不得出现胶料固化而造成的堵枪现象。
2.8固定胶枪装置

胶嘴设计成仿形样式,固定胶枪采用机器人外轴电机驱动,玻璃涂胶转弯处,外轴与机器人联动,能保证涂胶轨迹与胶型。固定胶枪处设置胶型检测视觉系统,在涂胶时检测胶型及断胶,但目前这一功能一直用不好,原因是线激光对锐角轮廓捕捉本身有缺陷,可能目前推出的白光测量系统能完美解决这个难题,但成本略高。

2.9 PLC控制系统

设备电气控制采用可编程序控制器(PLC)及现场总线控制;工作站电控系统应确保驾驶室输送线可实现全自动及手动调试方式的控制模式;自动模式为无人工干预情况下设备由PLC控制自动运行;手动模式要求设备手动运行时加前后交接设备所需要的联锁及其它必要的联锁;继电器、接触器类产品在设备调试运行后,应至少还备用1个常闭(NO)、1个常开(NC)辅助触点;
控制电路采用隔离变压器与动力电路相隔离;控制线路采用线槽或桥架安装方式。控制电缆留有5%的备用线;行线槽内动力电缆和控制电缆(如:光电开关、接近开关等)分开,保证控制的稳定性和安全性;每个可编程序控制器(PLC)控制系统必须提供1个编程口,1个工业以太网通讯口和1个人机界面接口;
控制程序为结构化程序设计,通过子程序或功能块间的调用来实现控制系统功能,严禁全程线性编程;控制系统需具备状态监测的功能,能对整个系统的运行状态进行动态监控;控制柜采用触摸屏的人机操作界面进行实时监测和相关参数修改。能显示设备运行状态和各类故障信息(出现故障时可声光提示,方便维修)。
控制柜具有以太网络通讯接口和信息采集功能,遵守OPC协议,能将采集的信息送入OPC接口,并与MES系统及设备组网系统联合调试。
- 6ES7412-3HJ14-0AB0现货
- 6ES7461-4AA01-0AA0现货
- 6ES7416-2XL00-0AB0模块
- 6ES7450-1AP00-0AE0新品上架
- 6ES7414-3XJ00-0AB0库存现货
- 6ES7416-2XK01-0AB0原装正品
- 6ES7416-2XK00-0AB0产地
- 6ES7401-2TA01-0AA0库存现货
- 6ES7421-7DH00-0AB0库存现货
- 6ES7405-0KR02-0AA0库存现货
- 6ES7498-8AA05-8BA0现货
- 6ES7492-2BX00-0AA0模块
- 6ES7461-3AA00-7AA0质保一年
- 6ES7460-4AA01-0AB0品质保证
- 6ES7400-1TA11-0AA0量大从优
