产品简介

详细说明
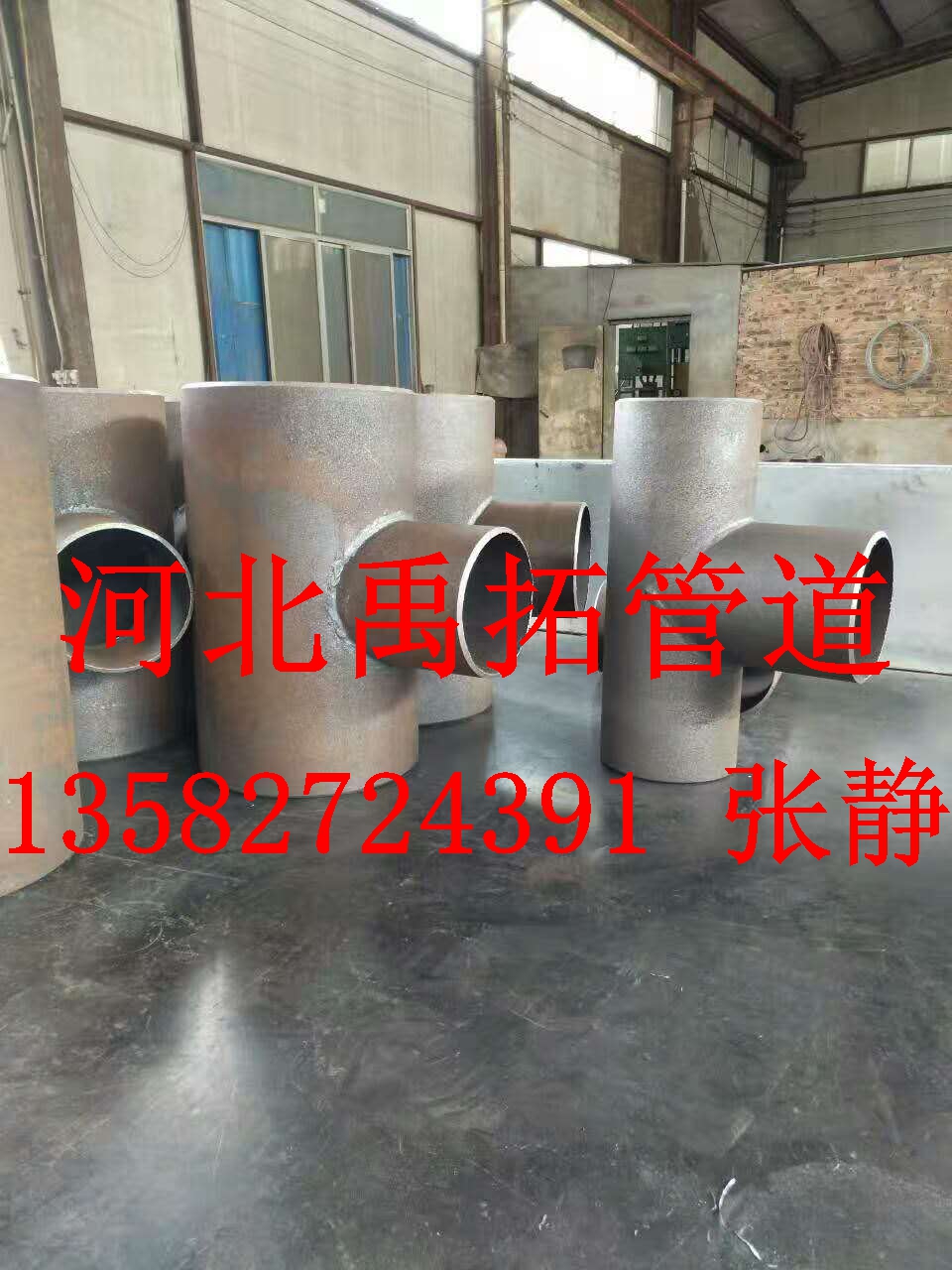
碳钢等径三通生产厂家,碳钢等径三通生产厂家咨询热线:13582724391 张经理,河北禹拓集团是专业的大口径等径三通生产厂家,华北地区技术先进的三通生产厂家,我公司拥有大型三通生产设备30余台套可生产各种材质的三通;如镀锌三通、小口径三通、大口径三通、变径三通、等径三通.也可按照客户图纸加工定制各种疑难三通,真诚的禹拓人期待您的到来.

大口径等径三通的应用及制作工艺
大口径等径三通的接头焊缝就在主管与支管相交的相贯线上,形状和位置比对接焊缝复杂,焊接时焊缝质量不易控制。据统计,这类焊缝的泄漏率占所有工艺焊缝泄漏率的80%,主要缺陷是未焊透、气孔、夹渣等。
热压成形: 三通热压成形是将大于三通直径的管坯,压扁约至三通直径的尺寸,在拉伸支管的部位开一个孔;管坯经加热,放入成形模中,并在管坯内装入拉伸支管的冲模;在压力的作用下管坯被径向压缩,在径向压缩的过程中金属向支管方向流动并在冲模的拉伸下形成支管。整个过程是通过管坯的径向压缩和支管部位的拉伸过程而成形。与液压胀形三通不同的是,热压三通支管的金属是由管坯的径向运动进行补偿的,所以也称为径向补偿工艺。 由于采用加热后压制三通,材料成形所需要的设备吨位降低。热压三通对材料的适应性较宽,适用于低碳钢、合金钢、不锈钢的材料;特别是大直径和管壁偏厚的三通,通常采用这种成形工艺。1.以材质划分碳钢,铸钢,合金钢,不锈钢,铜,铝合金,塑料,氩硌沥,ppc等。2.以制作方法划分可分为顶制、压制、锻制、铸造等。3.以制造标准划分可分为国标、电标、水标、美标、德标、日标、俄标等.
大口径三通7
大口径对焊三通是钢制热压成型或者锻打成型的弯头,它的连接形式就是直接将三通与钢管对焊,对焊三通的主要制造标准一般是GB/T12459、GB/T13401、ASME B16.9、SH3408、SH3409、HG/T21635、HG/T21631、SY/T0510。
对焊三通一般有等径三通,异径三通等,材料有碳钢,合金钢和不锈钢。
1.高压热拔三通热处理后,金相组织与原材料相同;表面硬度;合金钢为HB125~197;高洛钢大为HB217。
2.高压热拔三通表面不允许有任何裂纹;表面光滑、疤痕、褶皱等缺陷深度不大于1.6mm;表面鳞斑、重皮的深度不大于0.4mm。
3.高压热拔三通几何尺寸和偏差,如端口内外径、内外坡口、端面斜度偏差、支管高度应符合图纸要求;产品端口对接壁厚不得小于连接管道公称厚壁允许的最小值,其余部分壁厚应不小于设计壁厚的90%,最小处不小于87.5%;端口以外椭圆度不大于公称外径的6%;当端口壁厚大于管道壁厚的1.15倍时,应按照标准重新加工内坡口。
三通用在主管道要分支管处。不锈钢三通有等径和异径之分,等径三通的接管端部均为相同的尺寸;异径的三通的主管接管尺寸相同,而支管的接管尺寸小于主管的接管尺寸。其主要特点有外形美观,表面平整光滑,耐酸碱,抗防腐,质感性能强。同时等径不锈钢三通锻打精良,表面光滑,耐酸耐碱耐高温,价格计算合理,外形美观,质感性能强。
为了延长碳钢三通丝锥使用寿命,提高螺纹加工质量,在哪加工和生产时要注意一些注意事项:(1)选用较好的丝锥材质。在普通高速工具钢中加入特殊合金元素,可以显著提高丝锥的耐磨性和韧性。适当加大丝锥铲背量。但应注意,如铲背量过大,在退刀时容易产生切屑塞进丝锥后角内的现象,且攻出的螺纹光洁度不佳。在丝锥螺纹表面涂覆氮化钛涂层,可以显著提高丝锥的耐磨性、耐热性和润滑性。所有的碳钢三通元素都具有一种共同的特性,即铬含量均在10.5%以上。合理选择刀具热处理方法,以兼顾丝锥的硬度与韧性。适当加大丝锥前角。但应注意,如丝锥前角过大,在退刀时容易造成丝锥崩刃和攻出的螺纹多棱。
公司以“每天进步百分之一”为理念,不断创新,不断完善服务网络。以“优质、方便全方位的服务”报答客户。禹拓人愿意与社会各界有识之士精诚合作、共谋开展,为天成的明天共创辉煌
大口径等径三通的应用及制作工艺
大口径等径三通的接头焊缝就在主管与支管相交的相贯线上,形状和位置比对接焊缝复杂,焊接时焊缝质量不易控制。据统计,这类焊缝的泄漏率占所有工艺焊缝泄漏率的80%,主要缺陷是未焊透、气孔、夹渣等。
相贯线上的焊缝坡口,目前主要是通过手工气割或等离子切割而成,加工精度不高,坡口角度偏小,焊接工艺参数选择不当,造成未焊透。焊制三通质量缺陷的另一个主要原因就是工艺下料错误、把支管的外坡口加工成内坡口,支管直接搭接在主管上进行焊接。未焊透使焊缝的强度降低,对于输送腐蚀性介质的管道,随着生产周期的增加将使焊缝的热影响区减薄,导致焊缝泄漏。产生气孔、夹渣的原因是焊接前坡口及附近的油、锈、水分等杂物未清理干净,焊接过程中皮未除净。另外焊接操作时,焊接速度过快,焊接电流又太小,加快了焊缝的冷却速度。
热压成形: 三通热压成形是将大于三通直径的管坯,压扁约至三通直径的尺寸,在拉伸支管的部位开一个孔;管坯经加热,放入成形模中,并在管坯内装入拉伸支管的冲模;在压力的作用下管坯被径向压缩,在径向压缩的过程中金属向支管方向流动并在冲模的拉伸下形成支管。整个过程是通过管坯的径向压缩和支管部位的拉伸过程而成形。与液压胀形三通不同的是,热压三通支管的金属是由管坯的径向运动进行补偿的,所以也称为径向补偿工艺。 由于采用加热后压制三通,材料成形所需要的设备吨位降低。热压三通对材料的适应性较宽,适用于低碳钢、合金钢、不锈钢的材料;特别是大直径和管壁偏厚的三通,通常采用这种成形工艺。1.以材质划分碳钢,铸钢,合金钢,不锈钢,铜,铝合金,塑料,氩硌沥,ppc等。2.以制作方法划分可分为顶制、压制、锻制、铸造等。3.以制造标准划分可分为国标、电标、水标、美标、德标、日标、俄标等.
大口径三通7
大口径对焊三通是钢制热压成型或者锻打成型的弯头,它的连接形式就是直接将三通与钢管对焊,对焊三通的主要制造标准一般是GB/T12459、GB/T13401、ASME B16.9、SH3408、SH3409、HG/T21635、HG/T21631、SY/T0510。
对焊三通一般有等径三通,异径三通等,材料有碳钢,合金钢和不锈钢。
1.高压热拔三通热处理后,金相组织与原材料相同;表面硬度;合金钢为HB125~197;高洛钢大为HB217。
2.高压热拔三通表面不允许有任何裂纹;表面光滑、疤痕、褶皱等缺陷深度不大于1.6mm;表面鳞斑、重皮的深度不大于0.4mm。
3.高压热拔三通几何尺寸和偏差,如端口内外径、内外坡口、端面斜度偏差、支管高度应符合图纸要求;产品端口对接壁厚不得小于连接管道公称厚壁允许的最小值,其余部分壁厚应不小于设计壁厚的90%,最小处不小于87.5%;端口以外椭圆度不大于公称外径的6%;当端口壁厚大于管道壁厚的1.15倍时,应按照标准重新加工内坡口。
三通用在主管道要分支管处。不锈钢三通有等径和异径之分,等径三通的接管端部均为相同的尺寸;异径的三通的主管接管尺寸相同,而支管的接管尺寸小于主管的接管尺寸。其主要特点有外形美观,表面平整光滑,耐酸碱,抗防腐,质感性能强。同时等径不锈钢三通锻打精良,表面光滑,耐酸耐碱耐高温,价格计算合理,外形美观,质感性能强。
为了延长碳钢三通丝锥使用寿命,提高螺纹加工质量,在哪加工和生产时要注意一些注意事项:(1)选用较好的丝锥材质。在普通高速工具钢中加入特殊合金元素,可以显著提高丝锥的耐磨性和韧性。适当加大丝锥铲背量。但应注意,如铲背量过大,在退刀时容易产生切屑塞进丝锥后角内的现象,且攻出的螺纹光洁度不佳。在丝锥螺纹表面涂覆氮化钛涂层,可以显著提高丝锥的耐磨性、耐热性和润滑性。所有的碳钢三通元素都具有一种共同的特性,即铬含量均在10.5%以上。合理选择刀具热处理方法,以兼顾丝锥的硬度与韧性。适当加大丝锥前角。但应注意,如丝锥前角过大,在退刀时容易造成丝锥崩刃和攻出的螺纹多棱。
公司以“每天进步百分之一”为理念,不断创新,不断完善服务网络。以“优质、方便全方位的服务”报答客户。禹拓人愿意与社会各界有识之士精诚合作、共谋开展,为天成的明天共创辉煌
在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息
最新供应
- 6ES7463-2AA00-0AA0新品热卖
- Lu120C2Bn0250X10科技兴国魅力科技
- General Electric Ge DS2020DACAG2
- Bn624A024科技是生产力的源泉
- 6ES7498-8AA05-8BA0质保一年
- 6ES7450-1AP00-0AE0模块
- 6ES7417-4HL00-0AB0新品上架
- 6ES7468-1AH50-0AA0产地
- 6ES7412-1XJ05-0AB0量大从优
- 6ES7401-1DA01-0AA0品质保证
- A-B 1606-XLS240E 电源供应器
- 6ES7407-0KA01-0AA0原装正品
- A-B 500 1746-P4 电源组件
- 6ES7468-1DE50-0AA0产地
- A-B 1771-P7 数字直流输入模块
推荐供应
