
| 产品参数 | |||
|---|---|---|---|
| 品牌 | 维苏威 | ||
| 灰分 | 1 | ||
| 颜色 | 黑灰色 | ||
| 墨绿色 | |||
| 黄色 | |||
| 挥发分 | 2 | ||
| 固定碳 | 20 | ||
| 膨胀度 | 0.0006倍 | ||
| 筛上物粒度 | 2 | ||
| 筛下物粒度 | 3 | ||
| 牌号 | BP350 | ||
| 固定碳含量 | 80 | ||
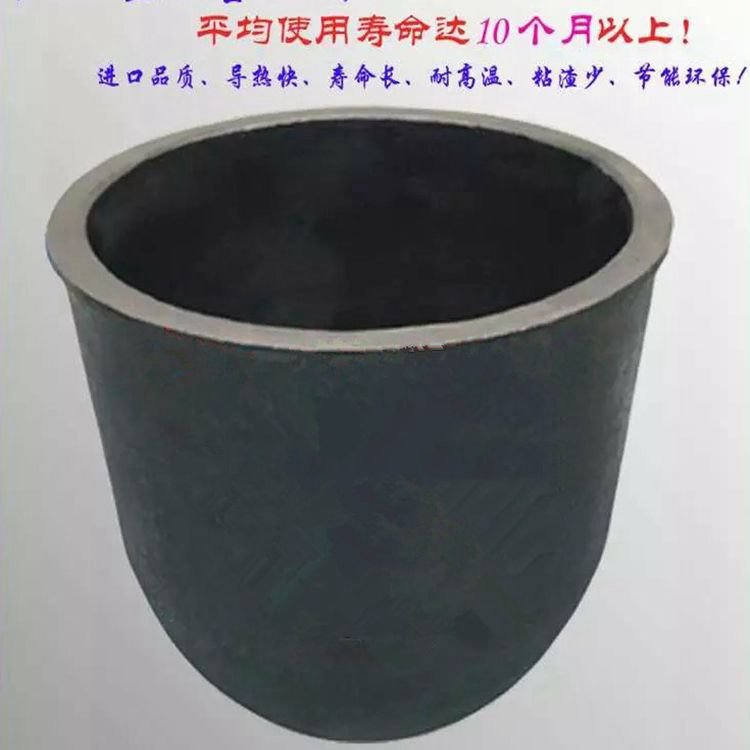
| 口直径 | 620mm | ||
| 底直径 | 365mm | ||
| 高度 | 80mm | ||
| 容量 | 350kg | ||
| 可售卖地 | 全国 | ||
| 类型 | 鳞片石墨 | ||
石墨坩埚使用说明书
一、石墨坩埚特别注意事项:
1.注意不要给予机械性外力撞击,不要从高处落下或撞击。
2.不要被水淋湿,需存放于干燥的地方。
3.筑熔干燥后,不要使其接触水。
4.使用期间不要将火焰直接对准坩埚(喷到坩埚底部),若喷到时坩埚底部会有明显的黑色痕迹。
5.停炉后剩余之铝、铜料要尽量取出,坩埚内不要留残液。
6.酸化物(除渣剂等)之使用需适量,以免侵蚀坩埚,过量使用会侵蚀坩埚造成破裂。
7.投入原料时不撞击坩埚,不使用机械力量。
富士科云南富士科等静压石墨坩埚长期供应节能省电省气 寿命长
二、保存及搬运:
1.石墨坩埚怕水,要避免潮湿及被水淋到。
2.留意表面碰伤,勿直接把坩埚放于地板上,需放置于栈板上。
3.勿在地板横向滚动,立向在地上推转时地上需垫厚纸板或破布等较软的东西,以免碰伤磨伤底部。
4.搬运时请特别注意,切勿落地或碰击到。
富士科重庆市富士科燃气熔铝炉石墨坩埚厂价批发节能省电省气 寿命长重庆市富士科铝压铸石墨坩埚厂价批发节能省电省气 寿命长
三、坩埚安装:
1.坩埚底座(坩台)需与坩埚底径相同或较大,坩台高度需高于喷火口,以免火喷到坩埚。
2.用耐火砖作坩台应以圆形耐火砖,需平坦没有弯曲,勿用半块或凹凸不平之砖材,是用进口之石墨坩台为佳。
3.坩台需放置在熔为、解熔之中心点,上面以焦炭粉、稻草灰或耐火棉等作垫,避免坩埚与坩台粘住,坩埚放上去后,需于熔中央,且需水平(用水平尺量)。
4.坩埚与炉体之尺寸要配合,坩埚与熔壁之间距离应适当,最少需40mm以上。
5.有嘴坩埚装炉时,坩埚嘴下面与耐火砖接触间隙应预留约30-50MM之空隙,且底下不能垫任何东西,嘴与炉壁用耐火棉抹平。炉壁需有固定耐火砖(三点)与坩埚需垫上厚约3mm之瓦楞纸板作为加温后之热胀空间。
富士科安徽维苏威铝铸造石墨坩埚长期供应节能省电省气 寿命长
四、预热烘干处理:
1.使用前4-5小时将坩埚搬放于油炉边预热,对坩埚除湿表面有帮助。
2.新坩埚使用前先在坩埚内放置木炭或木材燃烧四小时左右,对坩埚之除湿有帮助。
3.新坩埚炉内升温预热时间如下:
0℃--200℃ 慢速升温4H
油 0℃--300℃ 慢速升温1H 电 200℃--300℃ 慢速升温4H
炉 300℃--800℃ 慢速升温4H 炉 300℃--400℃ 慢速升温4H
400℃--600℃ 快速升温保持2H
4.停炉后,开炉预热时间如下:
油炉及电炉:
0℃--300℃ 慢速升温1H
300℃--600℃ 慢速升温4H
600℃-快速升温到需要之度数
a.电炉:停工时是持续保温,温度定在600℃左右;如不保温,汤料需尽量舀出来,勿留在坩埚内太多;如遇停电时需迅速把料取出。
b.油炉:停炉后汤料尽量舀干净,炉盖子及炉通风口需盖好,保持炉之余温避免坩埚受潮。
5.加料:
坩埚炉使用时,先加边角料(小料)后再加块料,且需用钳子挟紧轻轻放入坩埚内,不能一次加太满以免挤破坩埚。
A.油炉:300℃以后即可加料;
B.电炉:
a. 200℃--300℃开始加小料,400℃以后慢慢加块料,如生产持续加料时不要加于固定位置,以免造成口部氧化。
b.专用于保温电炉,停炉后需预热至500℃方可倒入铝汤。
富士科重庆市富士科燃气熔铝炉石墨坩埚厂价批发节能省电省气 寿命长浙江维苏威燃气熔铝炉石墨坩埚厂价批发节能省电省气 寿命长
五、使用中注意事项:
1.加料时需轻拿轻放,且不可大力放入坩埚内,以免撞破坩埚。
2.坩埚24小时不停使用寿命会更长,收工停炉时坩埚中之熔解汤料需清出,以免熔汤凝固再起火加热时会产生膨胀,影响坩埚寿命甚至胀破坩埚。
3.熔解助剂:铝合金之熔解使用助剂(FLLUX)及铜合金之硼砂,请少量用因多量会侵蚀坩埚壁。助剂需于铝金属溶解成汤面最小8分满时,轻放入坩埚中速搅拌,避免附着于坩埚内壁进而馆蚀坩埚。
*铝合金之助剂如含纳(NA)成分超过10,需用特殊材质之坩埚。
4.于每日工作完成合,在坩埚还是红红时请速削落清理清洁坩埚壁附住之金属料,以免残渣过多影响传热及增加溶解时间,造成热膨胀而胀破坩埚。
5.建议在坩埚熔铝合金二个月左右(熔铜合金每周),即吊出来检查一次表面是否有异常,亦可清理炉膛,同进将坩埚转向,此操作有利于延长坩埚使用寿命。






- 丰炜PLC可编程控制器VH系列VH-20MR继电器型|贺州中电自动化
- 丰炜PLC可编程控制器VH系列VH-20MR继电器型|崇左中电自动化
- 丰炜PLC可编程控制器VH系列VH-20MR继电器型|钦州中电自动化
- 丰炜PLC可编程控制器VH系列VH-20MR继电器型|梧州中电自动化
- 丰炜PLC可编程控制器VH系列VH-20MR继电器型|南宁中电自动化
- 丰炜PLC可编程控制器VH系列VH-20MR继电器型|中电自动化
- 广西百色销售代理台湾丰炜20点主机VH系列VH-20MR
- 广西桂林销售代理台湾丰炜20点主机VH系列VH-20MR
- 广西防城港销售代理台湾丰炜20点主机VH系列VH-20MR
- 广西贵港销售代理台湾丰炜20点主机VH系列VH-20MR
- 广西来宾销售代理台湾丰炜20点主机VH系列VH-20MR
- 广西北海销售代理台湾丰炜20点主机VH系列VH-20MR
- 广西玉林销售代理台湾丰炜20点主机VH系列VH-20MR
- 广西柳州销售代理台湾丰炜20点主机VH系列VH-20MR
- 广西河池销售代理台湾丰炜20点主机VH系列VH-20MR
