产品简介

详细说明
| 产品参数 | |||
|---|---|---|---|
| 品牌 | 华菱超硬 | ||
| 产品特性 | 精车加工 | ||
| 是否进口 | 否 | ||
| 产地 | 河南郑州 | ||
| 加工定制 | 是 | ||
| 名称 | CBN刀具 | ||
| 规格 | BN-H05 CNGA1204,TNGA1604,BN-H10 WNGA0804,CCGW09T3 | ||
| 适用范围 | HRC58-62度 | ||
| 系列 | 可涂层 | ||
| 加工材质 | 淬火钢 | ||
| 20CrMnTi | |||
| 55#钢 | |||
| 加工工序 | 粗车 | ||
| 精车 | |||
| 加工工况 | 断续 | ||
| 连续 | |||
| 刀片优势 | 高精度 | ||
| 超耐磨 | |||
| 抗冲击 | |||
| 产品类型 | 数控可转位刀片 | ||
| 可售卖地 | 全国 | ||
| 型号 | BN-H05 CNGA1204,TNGA1604,BN-H10 WNGA0804,CCGW09T3 | ||
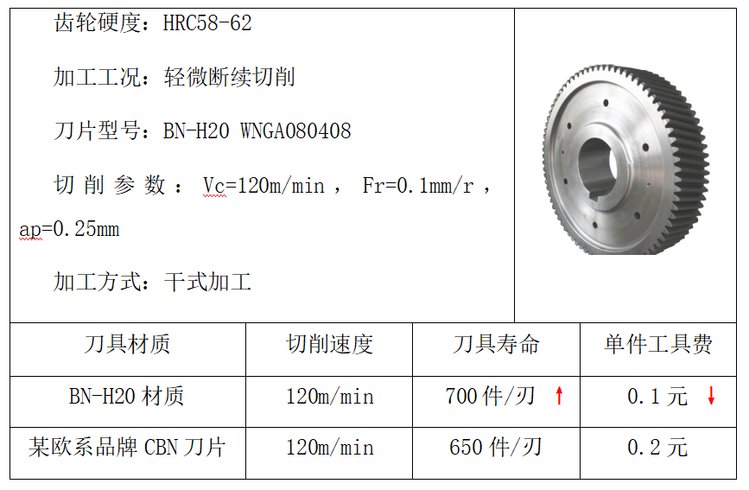
淬火钢的连续加工工况:推荐使用BN-H10材质PCBN刀片,表面粗糙度可达到Ra0.4,同时还提供涂层CBN刀具BN-H10 C25,使淬火钢表面粗糙度变差的时间延长一倍。
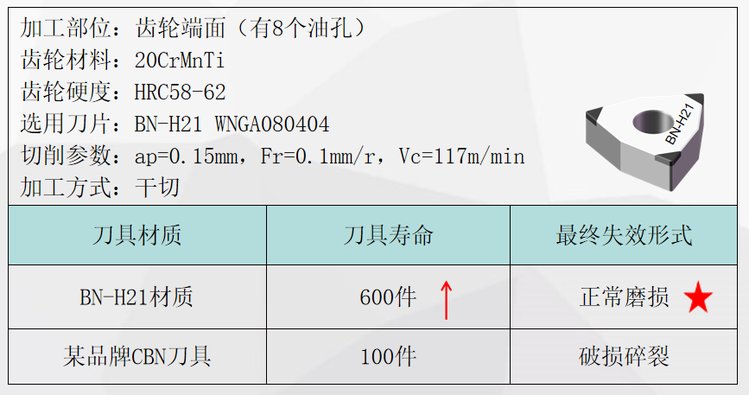
淬火钢的断续加工工况:由于被加工工件与刀具不断受冲击,必须选择抗冲击韧性强的CBN刀具,推荐BN-H21材质,不仅可承受断续切削的冲击,而且刀具寿命较长,若采用修光刃,粗糙度变差的时间可以进一步延长。
淬火钢的粗加工工序:由于切削余量大,振动大,必须选择具有较高强度和耐冲击的CBN刀具,其中广为人们熟知的则是BN-S20材质,此材质可用7mm切深对HRC65的淬火钢进行大余量粗加工。
?咨询可联系:15617562773(微同号)


.jpg)
在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息
最新供应
- 美国AB变频器22F-D6P0N103说明书
- 罗克韦尔变频器22A-D8P7N104现货低价
- 罗克韦尔变频器20F14NC140JN0NNNNN厂家直销
- 美国AB变频器22B-D4P0C104现货低价
- 美国AB变频器22F-A1P6N103优势库存
- 美国AB变频器22F-A011N103厂家直销
- 美国AB变频器22B-D1P4N104国外直采
- 美国AB变频器20F14NC367JN1NNNNN特惠
- 罗克韦尔变频器22C-D088A103特惠
- 罗克韦尔变频器22F-D1P5N113优势库存
- 罗克韦尔变频器22F-D024N114厂家直销
- 美国AB变频器22C-D010N103现货低价
- 美国AB变频器22P-D142A103厂家直销
- 罗克韦尔变频器22F-D018N114正品低价
- 美国AB变频器22P-D038A103使用方法
推荐供应
