
| 产品参数 | |||
|---|---|---|---|
| 机油桶模具/注塑成型/支持定制 工艺类型 | 注射成型模 | ||
| 模具分型面数目 | 多个分型面 | ||
| 型腔数目 | 多型腔模具 | ||
| 模具安装方式 | 半固定式模具 | ||
| 适用范围 | 汽车、食品、家电、医疗、电子、仪表、日用品、鞋业、手机、工艺品、餐具、其他 | ||
| 主要加工设备 | 机油桶模具/注塑成型/支持定制 | ||
| 加工设备数量 | 999 | ||
| 加工能力 | 机油桶模具/注塑成型/支持定制 | ||
| 质量体系 | ISO9001 | ||
| 排列方式 | 立卧复合式 | ||
| 模具材质 | 机油桶模具/注塑成型/支持定制 | ||
| 加工定制 | 是 | ||
| 可售卖地 | 全国 | ||
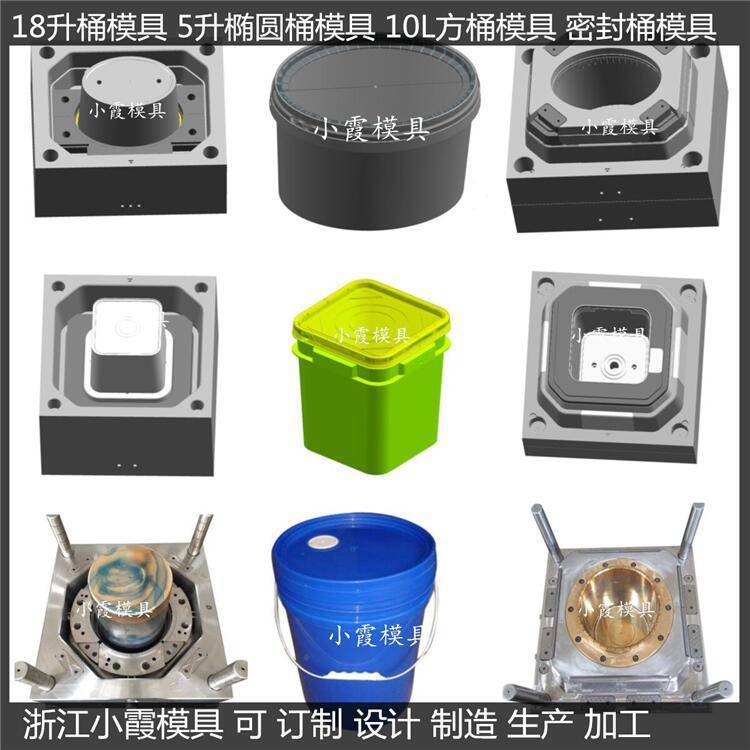
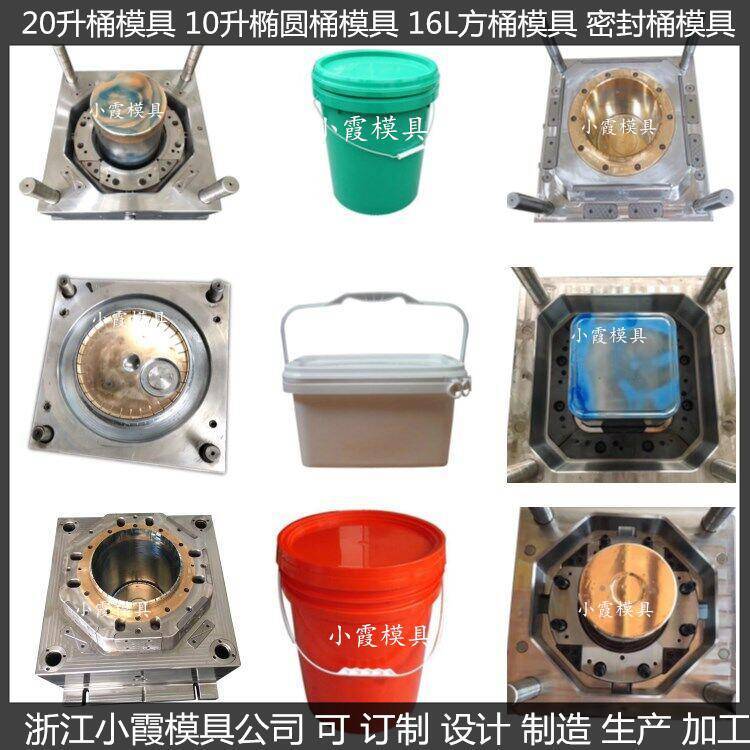
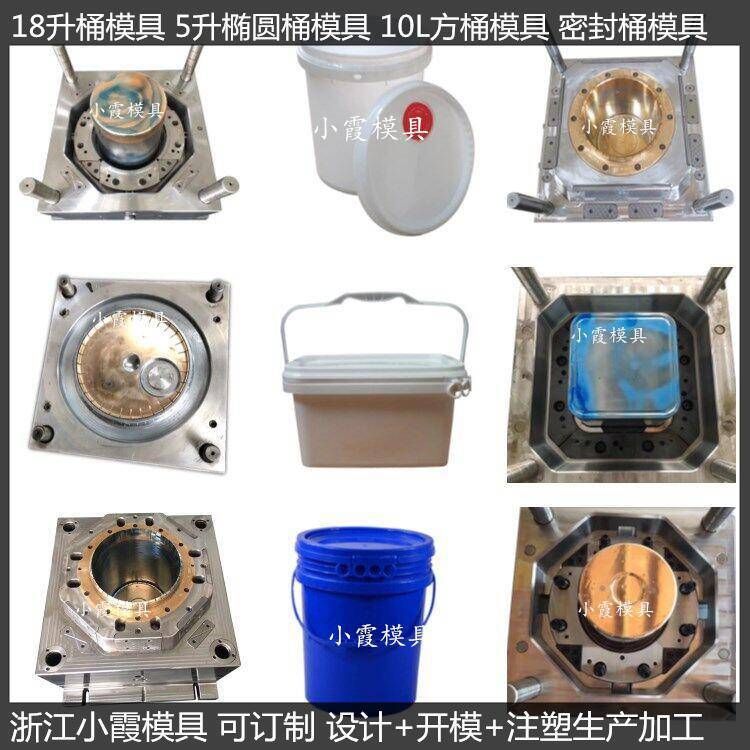
机油桶模具/注塑成型/支持定制
小霞模具 来电18857609316陈QQ:422569987
PP托盘塑料模具 PP塑料箱塑料模具 PP塑胶箱塑料模具 PP日用品塑料模具 PP周转筐塑料模具
尼龙托盘塑料模具 尼龙塑料箱塑料模具 尼龙塑胶箱塑料模具 尼龙日用品塑料模具 尼龙周转筐塑料模具
底肋: 0.5(A-B)/H=1/150—1/100 凸柱: 0.5(大端直径 – 小端直径)/H=1/30—1/20(内外孔在模具同一侧) 母模侧:0.5(大端直径 – 小端直径)/H=1/50—1/30 公模侧:0.5(大端直径 – 小端直径)/H=1/100—1/50 (内外孔在模具两侧) 注: 母模侧脱模斜度可较公模侧大些,以利于脱模. 产品的肉厚会直接影响到成型周期和生产效率,并会因肉厚不均引起缩收下陷和应力产生,设计模具时,决定肉厚应注意:
产品机械强度是否充分. 能否均匀分散冲击力和脱模力,不发生破裂. 有埋入件时,须破裂,是否会因肉薄产生结合线而影响强度. 尽可能肉厚一致,以防缩收下陷. 肉太薄是否会引起充填不足或阻碍料流. 一般为产品上凸出之圆柱,它可增强孔的周边强度,装配孔及部增高之用.因肉厚增加造成缩水和因聚集空气造成充填不满或烧焦现象,设计时注意点: 其高度以不超过本身直径之两倍为宜,否则须增设 筋.
其位置不宜太接近转角或侧壁,以利于加工. 优先选择圆形,以利于加工和料流,如在底部可高出底面0.3—0.5mm. 在多数产品上都有孔的存在,其主要有三种方法来取得: 在产品上直接成型 在产品上先成型预留孔,再机加工完成. 成型后由机加工钻孔. 设计时须注意以下几点: 孔与孔之间距离须孔径2倍以上. 孔与产品边缘之距离应为孔径之3倍以上. 孔之周边宜增加肉厚. 孔与产品侧壁之距离应为孔径0.75倍以上
孔之直径在1.5mm以下时,很容易产生弯曲变形,须注意孔深不宜超过孔径2倍以上. 分模面在中间之通孔,为偏心,可将不重要一侧之孔径加大. 为装配之用,产品上有时会有螺纹设计,它可以直接成型,也可以在成型后再机械加工.对于经常拆卸或受力大之螺纹,则采用金属螺纹镶件,设计时注意如下原则: 螺距小于0.75mm之螺纹避免使用,大可使用螺距5mm之螺纹. 因塑料收缩原因,避免直接成型长螺纹,以防螺距失真.
日期:2023-6-27 辉
- 6ES7413-1XG02-0AB0原装正品
- 6ES7407-0KR00-0AA0品质保证
- 6ES7414-3XM05-0AB0模块
- 6ES7490-1BA00-0AA0质保一年
- 6ES7401-2TA01-0AA0产地
- 6ES7468-1DC50-0AA0库存现货
- 6ES7414-2XG03-0AB0新品热卖
- 6ES7400-2JA00-0AA0品质保证
- 6ES7414-2XG04-0AB0量大从优
- 6ES7441-1AA03-0AE0量大从优
- 6ES7461-1BA007AA0库存现货
- 6ES7408-1TX00-6XA0新品上架
- 6ES7431-7KF00-0AB0品质保证
- 6ES7417-4HT14-0AB0品质保证
- 6ES7412-3HJ14-0AB0品质保证
