.jpg "铝合金\/紫铜散热片密封激光焊接工艺正信激光CF1000W")
| 产品参数 | |||
|---|---|---|---|
| 铝合金/紫铜散热片密封激光焊接工艺 正信激光CF1000W 品牌 | 正信 | ||
| 是否进口 | 否 | ||
| 产地 | 广东省 | ||
| 电流 | 交流 | ||
| 作用对象 | 金属 | ||
| 作用原理 | 连续 | ||
| 产品别名 | 镭射焊机 | ||
| 焦斑直径 | 0.2mm~2.0mm | ||
| 激光焊接深度 | 0.1-1.2 | ||
| 激光器上下行程 | 300 | ||
| 连击时激光焊接频率 | 50KHz | ||
| 最大激光功率 | 1000 | ||
| 最大平均功率 | 1000 | ||
| 可售卖地 | 全国 | ||
| 用途 | 焊接 | ||
| 型号 | ZXL-CF1000 | ||
? ? ? ? ? ? ? ?? ? ? ? ? ? ? ? ? ?
散热片焊接机:紫铜散热片焊接、铝合金散热片焊接、不锈钢散热片焊接、黄铜散热片焊接


?一、什么手是紫铜
纯铜的色泽呈紫红色,故称紫铜。在潮湿空气中铜表面会产生一层碱式碳酸铜,俗称铜锈(铜绿)。铜中常含少量的铋、铅、硫、氧、磷、锑、砷等杂质元素,所所有杂质都会降低铜的导电性,其中尤以磷为 明显,但是磷是铜的一个很好的脱氧剂,所以磷在铜中还是属于有益的元素。
所所有杂质都会降低铜的导电性,其中尤以磷为 明显,但是磷是铜的一个很好的脱氧剂,所以磷在铜中还是属于有益的元素。铜不论在冷态或热态都有很高的塑性,但强度和硬度较低。通过冷加工可以提高铜的强度。但此时塑性明显降低(约降低到6%),导电率也下降1-3%。冷加工后的铜经550-600℃退火,可使塑性完全恢复。紫铜在低温下仍有较高的塑性,但在400-700℃的高温下,强度及塑性却大大降低。
二、紫铜的焊接性?难熔合紫铜的导热性比钢好得多,铜的导热系数是钢的7倍,随着温度的升高,差距还要大。大量的热被传导出去,母材难以局部熔化,必须采用功率大、热量集中的热源,有时还要预热,热影响区很宽。铜氧化 铜在常温时不易被氧化。但是随着温度升高,当超过300℃时,其氧化能力很快增大,当温度接近熔点时,其氧化能力。氧化的结果生成氧化亚铜(Cu2O)。焊缝金属结晶时,氧化亚铜和铜形成低熔点(1064℃)的共晶,分布在铜的晶界上,大大降低了焊接接头的机械性能,所以,铜的焊接接头的性能一般低于母材。
气孔 铜产生气孔的倾向远比钢严重。其中一个直接原因是铜导热性好,焊接熔池凝固速度快,液态熔池中气体上浮的时间短来不及逸出,易造成气孔。但根本原因是气体溶解度随温度下降而急剧下降及化学反应产生气体所致。 铜的气孔分两种类型,即氢造成的扩散气孔和水蒸气造成的反应气孔。铜的液态金属能溶解氢,高温时溶解很多,随着温度的降低,溶解度也降低,许多金属都是这样,但在铜中溶解度降低的幅度比在钢中大的多。这就是说,在焊缝凝固前会有很多氢要逸出,但铜焊缝的凝固速度比较快,氢来不及逸出便要形成气孔。这就是扩散气孔。高温时铜与氧亲和力较大而形成Cu2O,在1200℃以上可溶于液态铜中,低于1200℃便要游离出来,与氢发生如下反应: [Cu2 O] 2[H] 2 [Cu] H2O 所形成的水蒸气不溶于液态铜,若来不及逸出也会形成气孔。这就是反应气孔。 防止产生气孔的主要措施: ○1 防止焊缝金属吸氢及氧化,焊件表面在焊前应去油污、水分等,焊条焊剂要烘干使用,焊丝表面不得有水分。 ○2 对焊缝脱氧,加入硅、铝、钛、锰等脱氧元素。 ○3 焊接时保护效果。 ○4 选择合适的焊接工艺参数,降低冷却速度,溶深不可过大。
热裂纹 紫铜焊接时在焊缝及熔合区易产生热裂纹。形成热裂纹的原因主要有以下几个方面: ○1 铜的线膨胀系数几乎比低碳钢大50%以上,由液态转变到固态时的收缩率也比较大,对于刚性大的工件,焊接时会产生较大的内应力。 ○2 熔池结晶过程中,在晶界易形成低熔点的氧化亚铜-铜的共晶物 (Cu Cu2O)。 ○3 凝固金属中的过饱和氢向金属的显微缺陷中扩散,或者它们与偏析物(如Cu2O)反应生成的H2O在金属中造成很大的压力。 ○4 母材中的铋、铝等低熔点杂质在晶界上形成偏析。为了防止热裂纹的产生必须严格限制母材和焊接材料的氧、铅、铋、硫等有害元素的含量。焊接时对熔池的保护,采取减少焊接应力的工艺措施,如选用热量集中的热源、焊前预热、选择合理的焊接顺序、焊后缓冷等。
三、紫铜激光焊接、

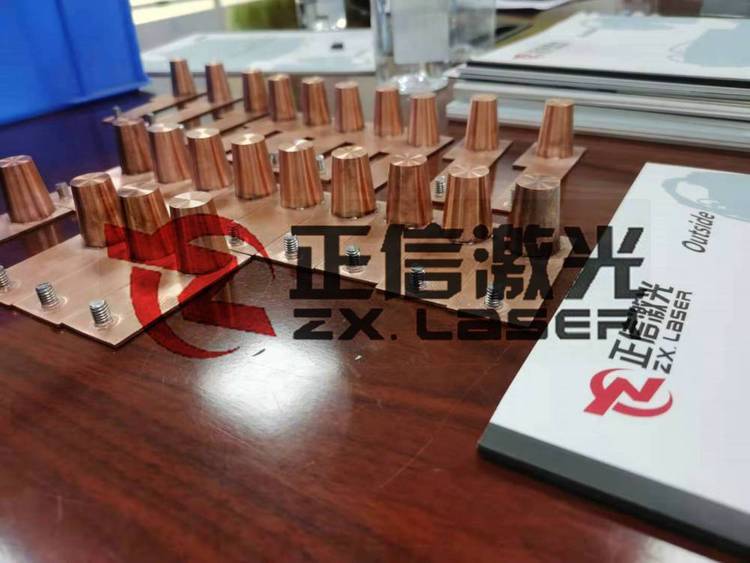




焊接产品特点
减少虚焊
有自动网压补偿功能,极大的减少虚焊和炸火现象。
减少对工件的损耗
焊接时间短,电流通过焊点的通电时间“几个毫秒——几十毫秒”,产生的热能不会传递到焊点的周围,减少了对工件或工件周边的损耗。
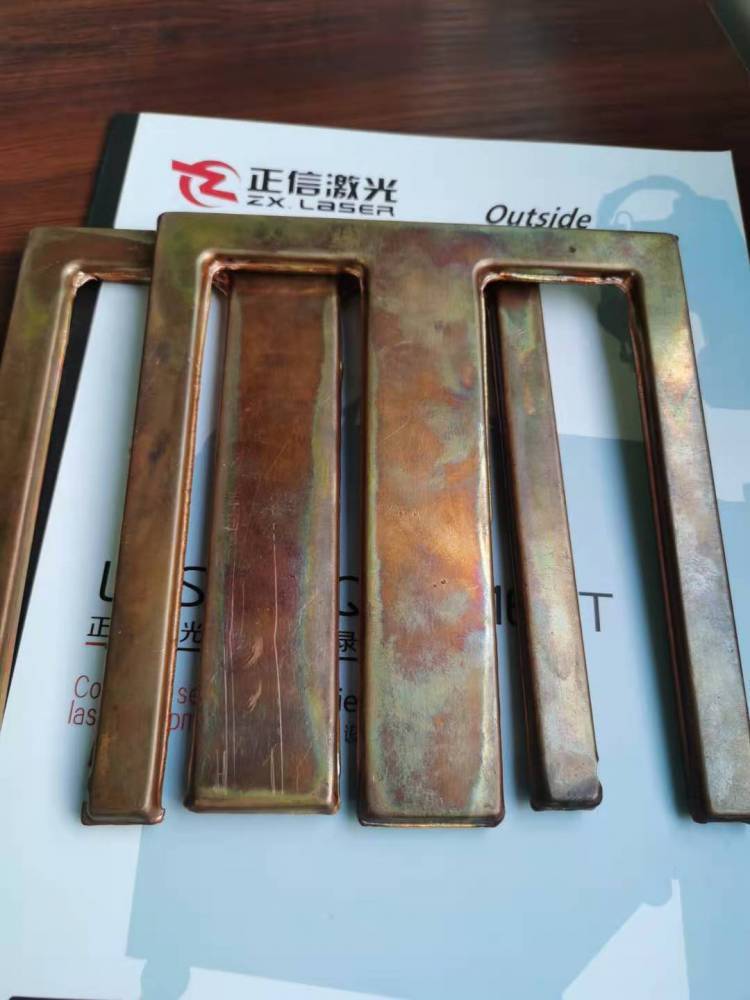
焊点好
焊点小,焊接牢固,氧化小,不发黑
服务承诺:
我们随时欢迎您莅临公司参观考察!
1、根据您的需求为您提供任何技术及方面的咨询、并且以邮件方式发送产品资料或邮寄样品及相关资料给您,如果您有任何问题可随时电话或E-mail交流沟通。
2、对客户所购买的任何一款产品将免费保修一年,可终身维护。保修期内设备出现故障及配件损坏(人为因素及不可抗力因素除外),我公司无偿免费修复,需跟换的配件由我公司免费提供(易耗件除外)。保修期后,维修时只按实际维修成本收取工本费。
3、我司对所有用户每年进行回访,并随时提供技术支持服务。
4、不论是新客户还是老客户,不论是金额大小,我们都是同等对待,一切人人平等。
5、我公司保证严格按照合同规定保质、保量、保时完成每一项工作,并且为客户提供多种服务,如安全知识讲解、设备安装、设备使用培训等服务。
6、自购买当日起,客户可随时来公司免费参加各种技术培训课程。
7、服务响应时间:当我公司接到用户报修电话,工程师在2小时内有明确维修答复,如设备出现用户自己不能解决的问题,我公司将安排工程师在24-48小时内到达设备现场解决问题,300公里以外72小时到达。?
<
- 变频器 驱动器IC200UEX010耐用性强
- 变频器 冗余模块IC200UEO108为您做得到
- 变频器 驱动器IC200UAL004结构紧凑
- 接触器 模块IC200UAL005安全性能高
- 控制器 端子IC200MDL730顺丰速运
- 电源模块 伺服驱动IC200TBX340诚信经营
- 电源 机架IC200CBL520我必承诺
- 电源 机架IC200GBI001调试方便
- 控制器模块 plcIC200UEX636我们一直在努力
- 接触器 控制器IC200ALG261容量充足
- 驱动器 电缆IC200ALG240为你所委托
- 传感器 伺服驱动IC200MDL143我们一直在努力
- 变频器 驱动器IC200MDL240安全环保
- 输出模块 通讯模块IC200UEX824进口配件
- 变频器 驱动器IC200MDL144让我们做得更好
