
| 产品参数 | |||
|---|---|---|---|
| 品牌 | jlt | ||
| 功率 | 90kw | ||
| 燃料 | 电 | ||
| 电压 | 380V | ||
| 装载量 | 2000kg | ||
| 加工定制 | 是 | ||
| 额定温度 | 950℃ | ||
| 炉膛温度 | 950℃ | ||
| 炉膛最高温度 | 1200℃ | ||
| 别名 | 池式铝合金保温炉 | ||
| 工作温度 | 900℃ | ||
| 工作室尺寸 | 800mm*800mm*800mm | ||
| 容量 | 2000kg | ||
| 可售卖地 | 全国 | ||
| 类型 | 无坩埚铝合金保温炉 | ||
| 型号 | CGL-2000-12 | ||
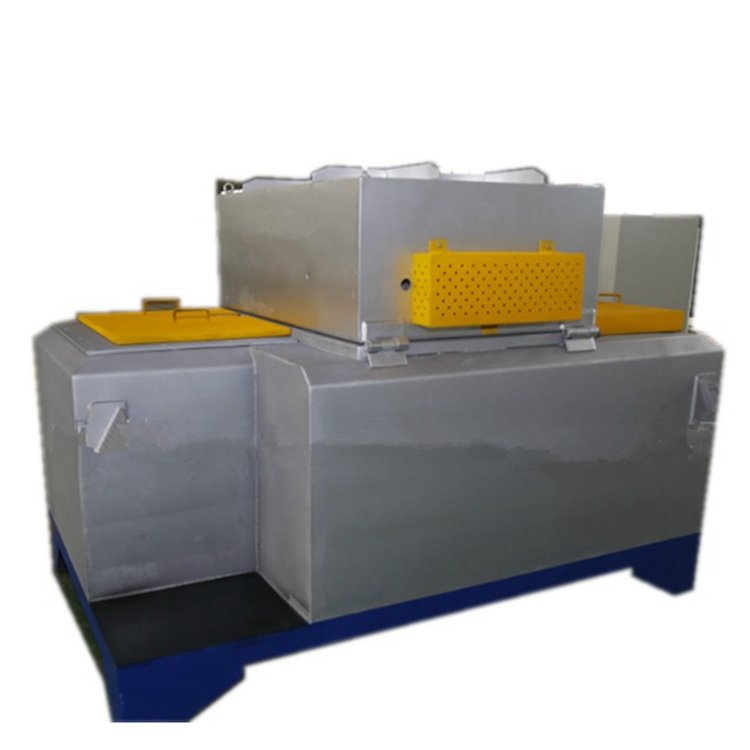
2500kg池式铝合金熔炼保温炉价格无坩埚式压铸机边炉配置规格
产品简介:
无坩埚式铝合金熔炼保温炉设计采用进口高级耐火抗铝浇注料,加上高密度隔热保温板,使炉体表面热损失及热辐射面积降低,炉体表面温度约为55C左右,有效达到节省能源,稳定汤质及改善高温工作环境的目的。并且无需坩埚费用,可达到节省便利安全操作的条件。
大容量无坩埚式铝合金熔炼保温炉主要特点:
1、炉璧采用高级耐火抗铝材料,可减低溶汤附着的污染及腐蚀,降低维护保养工时及费用,炉体正常使用寿命大于5年。
2、采用汤温及炉温控制,并使用SCR比例控制,更加稳定控制铝汤品质。
3、无坩埚式铝合金熔炼保温炉全封闭式设计,减少与空气接触面积,极大程度降低热损失和烧损率。
4、无坩埚式铝合金熔炼保温炉采用气缸打开炉盖方式,方便检查及清理炉膛杂物。
5、采用电加热,环保节能,改善工作环境;
6、炉膛采用优质不粘铝浇注料,不增铁,不粘铝,不影响材料质量;
7、炉膛无坩埚设计,使用寿命长,省去坩埚更换成本;
8、多层保温材料结构的隔热层,保温节能效果好,升温快速;
9、控制电箱采用进口和国产电器元件,性能稳定可靠,故障率低,自动化程度高;
10、PID系统根据需要自动控制功率输出,限度节省用电;
11、采用硅碳棒加热,节能省电,更换方便;
12、熔膛设有放料口,取料方便;
大容量无坩埚式铝合金熔炼保温炉
一、池式铝合金保温炉简介:
1、使用目的:铝合金溶液保温
2、设备场所:压铸机室内机台边
3、设备电力:380V 50HZ
4、使用能源:电能
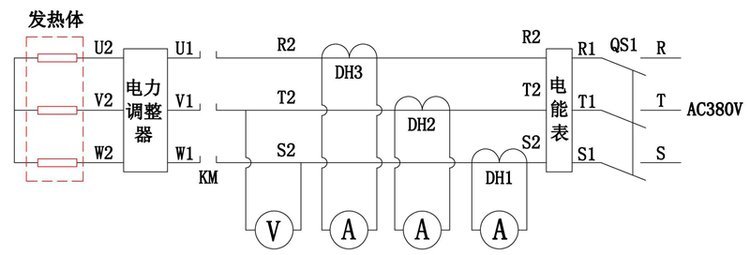
二﹑池式铝合金保温炉发热系统原理图
三﹑操作使用
1、开机检查
电路系统是否正常
电路是否绝缘
测温装置是否异常
熔化保温炉盖是否关闭
设定的温度是否正确
2、开机启动
打开电源,电源指示灯亮
设定铝合金熔化炉炉膛及铝汤温控器温度
将加热器控制开关旋转至“入”位,此时加热器开始工作,若是该炉次加热,则其温度设定请按照烘炉温升曲线执行(附图),若是工作中停炉后再启动,请按照再启动温升曲线执行(附图)。
随着加热器工作,温度上升。当炉膛、铝液当前温度超过设定温度时,超温指示灯亮,加热器自动停止工作。在升温过程中,设定温度与当前温度相差越大,输出的电能就越大。温度相差越小,输出的电能越小。炉膛、铝液温度控制器所显示的当前温度均低于其设定温度值时,加热器工作;若其中一个高于设定值,则加热器不工作
温度调节:电熔化保温炉在工作过程中,由于受各种因素的影响,其温度的设定并不是一成不变的,须根据实际需求进行必要的调节,调节的目的是满足压铸机的生产需要。所以在温度调节的过程中,尽量保持铝汤温度设定的恒定,若铝汤的实际温度长时间过低而不能满足生产需求时,可适当提高炉膛的设定温度,但幅度不可过大,每次调节幅度原则上不可超过30℃,待铝汤温度上升稳定后,看是否能满足生产要求,若不能满足要求,则重复上述操作步骤,直至满足要求为止。在实际使用过程中,应尽量使加入铝汤的温度保持在650℃-720℃,以便使熔化保温炉工作稳定。
3、停机:停炉若不超过72小时,建议不停电,可将炉膛温度设定在600℃-630℃范围内进行保温,再次启用前2个小时将温度重新设定到使用温度即可。
? 停炉若超过72小时,建议停电,但在停电前需将炉内剩余铝水打出。然后将各开口处密封,将加热器开关旋转至“切”位,断开QS2和QS1,锁紧电箱门即可。
四、大容量无坩埚式熔铝炉保养与维护
1、保温室铝渣的清理,每天至少进行一次,附着在炉壁的铝渣,应特别注意清理干净,每次在打开炉盖清理炉渣时,应首先切断炉盖之电源。
2、每次清理炉渣时,应尽量使炉盖缓慢开闭,不可使炉盖有强烈震动,否则会引起发热元件移动或损坏,造成漏电等其它电气故障。
3、每次清理炉膛铝渣时,要注意不可碰撞到炉盖上的发热元件,严禁发热元件上粘附铝渣等其它杂物。
4、每次关闭炉盖后,首先检查发热丝两端接线是否有松动、脱落或与外壳接触等现象,确认正常后方可送电。
5、炉膛的清理要根据实际使用情况确定,必须保证铝渣与发热丝严禁接触,否则将发生短路、漏电




.jpg)
.jpg)
.jpg)
- 6ES7414-2XG03-0AB0产地
- 6ES7405-0RA02-0AA0原装正品
- 6ES7416-2XL00-0AB0品质保证
- 6ES7451-3AL00-0AE0新品热卖
- 6ES7461--0AA01-0AA0质保一年
- 6ES7461-3AA01-0AA0量大从优
- 6ES7416-2XK02-0AB0现货
- 6ES7470--0AA00-0AA0量大从优
- 6ES7441-1AA04-0AE0库存现货
- 6ES7414-3XM05-0AB0库存现货
- 6ES7492-1AL00-0AA0原装正品
- 6ES7421-1FH00-0AA0质保一年
- 6ES7460--0AA01-0AB0库存现货
- 6ES7413-1XG01-0AB0新品热卖
- 6ES7490--0AB00-0AA0质保一年
