
| 产品参数 | |||
|---|---|---|---|
| 品牌 | 森杰金属 | ||
| 产品特性 | 健康环保 | ||
| 种类 | α钛合金 | ||
| 牌号 | TA2 | ||
| 产地 | 宝鸡 | ||
| 钛含量 | 99.9 | ||
| 杂质含量 | 0.1 | ||
| 粒度 | 400目 | ||
| 可售卖地 | 全国 | ||
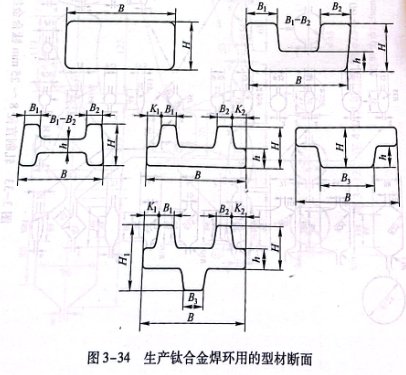
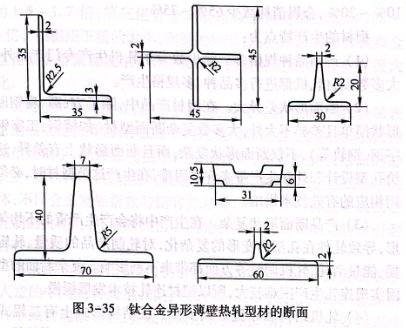
目前国内尚未开展钛及其合金轧制型材的研究工作。前苏联对供制造焊环坯料用的异形型材(见图3-34)已实现工业生产,小型型材和异形薄壁型材的生产也在不断发展,图3-35所示为某些断面的例子。
?
?
因为热轧具有生产规模大、生产 能量消耗小和产品 低等优点,所以,生产型材的主要方式是热轧。对型材尺寸精度、表面粗糙度及力学性能等要求高的型材,可采用热轧加冷轧方式生产。
1钛及钛合金型材轧制的特点及轧辊孔型设计的一般原理
经塑性加工成形的具有一定断面形状和尺寸的直条实心金属材,称为型材。型材按生产方式可以分为热轧型材、冷轧型材、冷拔型材、挤压型材、锻造型材及特殊轧制型材等。
现今生产型材的主要方式是热轧。因为热轧具有生产规模大、生产 能量消耗小和产品 低等优点。由于对型材尺寸精度、表面粗糙度及力学性能等要求的提高,用冷轧方式生产冷轧型材和用冷拔方式生产冷拔型材比过去有了较大的发展。冷拔和冷轧型材不仅可以做特殊用途的构件,而且还可用以代替热轧型材,能节省大量金属。冷轧法比冷拔法能获得更大的经济效益。例如,用多辊孔型冷轧Φ24mm的圆钢,其 比用冷拔法降低10~20,金属消耗减少65~75.型材的生产特点为:
(1)产品品种规格多。除少数 轧机生产 产品外,绝大多数型材轧机都进行多品种、多规格生产。
(2)断面形状差异大。在型材产品中,除了方、圆、扁钢断面形状简单且差异不大外,大多数复杂断面型材(如槽钢、工字钢、Z字钢、钢轨等),不仅断面形状复杂,而且断面形状上有差异,这会
给孔型设计和轧制生产带来许多困难,在生产这类型材时,必须采用相应的有效技术措施。
(3)产品断面形状复杂。在生产中将会产生严重的不均匀变形,导致轧件在孔型内变形的复杂化,对轧制产品的质量、轧辊磨损、能量消耗、轧机调整等方面都带来不利影响。复杂断面的型材因实现连轧生产困难较大,所以型材连轧技术发展缓慢。
(4)轧机结构和布置形式多样。在结构形式上有二辊式轧机、三辊开口式轧机、四辊 轧机、多辊孔型轧机、Y形轧机、45°轧机和悬臂式轧机等。在轧机布置形式上有横列式轧机、顺列式轧机、棋盘式轧机、复二重式轧机、半连续式轧机、连续式轧机及紧凑式轧机等。
前苏联已经能够工业生产供制造焊环坯料用的异形型材,如图3-34所示,包括直径6.5~300mm的圆形线棒半成品、直径1~10mm的焊丝、紧固件用线材的钛筋。方形和六角形断面棒材、小型型材和异形薄壁型材的生产也在不断发展,其中某些断面的例子如图3-35所示。
在开始研制轧制钛合金用的型材轧制轧辊头几种孔型时,采用了轧制钢和有色金属类似的孔型。由于钛和钢的宽展指数、热轧温度非常接近,对钛采用略加修改的钢孔型是相当成功的。
当用大型轧机轧制时,决定钛合金成形的基本参数是宽展值。对大型轧机机座中宽展值的研究表明,根据展宽能力的不同,钛合金可有条件地分为3组:高变形抗力合金的宽展指数接近于结构钢的宽展指数;低变形抗力的纯钛和低合金化合金的宽展指数为钢的1.5~1.7倍;第三组合金宽展指数是钢宽展指数的1.8~2.0倍。根据压下量的大小、孔型的外形、轧材横断面的形状和金属在孔型中挤紧程度的不同,钛合金的实际宽展数值会有很大变化。
钛合金的特殊性有:热导率低;在大气气氛中加热时,金属表面层剧烈氧化和吸氢;存在易于与轧辊和导位装置黏附的趋势;弹性模量比钢小,轧件在孔型中的稳定性低;具有螺旋状扭曲的趋势;在一定条件下,在轧件与轧辊孔型材料的接触区会形成易熔共晶体;不同合金宽展指数与钢有差异等。当建立钛合金半成品型材轧制的孔型时,还需解决由不同轧机设计特点和动力特性引起的各种问题。
当采用非孔型时,钛合金的上述多数特点会造成不尽如人意的中间轧材质量,即存在裂纹、裂口、皱褶、皱纹、金属的各种不致密现象 等表面缺陷和其他缺陷。所以,要特别注意按照钛合金的特殊性设计孔型,这样才可克服中间轧材质量问题。
研究结果表明,原始坯料表面上的缺陷在轧制时不会消失,只会根据在被轧金属中分布的特征和位置来改变本身的尺寸。为了消除表面缺陷,坯料应进行研磨清理或表面车削。当研究圆断面棒材孔型设计时,孔型尺寸、圆角半径都应该根据每一种钛合金的允许压下量、变形抗力和宽展值的大小而确定。
在生产异形型材时,轧辊孔型的复杂程度比生产棒材高出许多倍。型材的不同区域具有不同的变形量,常常还具有不同的温度,这同样也会大大改变型材某些区域和整个横断面的宽展量或延伸量。在轧辊轧制直径可变、圆周速度可变的孔型中进行轧制,在孔型的各点上存在不同的圆周速度,这会使轧制金属产生应力,并且会影响到横向与纵向变形的比例。
2 坯料的制备
型材轧制的棒坯一般采用锻造、热轧、挤压方法制得。为了 轧制产品的质量,应对坯料进行车削或磨削。
3 工艺参数的选择
(1)加热制度及终轧温度。α β型钛合金轧前加热温度稍低于(α β)/β相变温度。轧制过程在α β相区完成;α型钛合金在α β相区内加热;β型钛合金的加热温度高于β转变温度。
加热时间按1~1.5mm/min计算。太极钛合金板?钛及钛合金棒坯轧前加热温度及型材终轧温度与轧制棒材的终轧温度基本相同。
(2)其他工艺参数的选择。由于钛及钛合金轧制型材的产量大,制品长度不宜过短,轧制速度不宜过大,在实际生产过程中,采用的轧制速度一般为1~3m/s.
(3)根据钛合金的变形抗力、宽展值和延伸量,选择适合于钛合金的各类钢型材的轧辊孔型轧制钛合金型材。如果钛合金型材批量大,可以根据钛合金的特性设计钛合金 的轧辊孔型轧制钛合金型材。
4 型材轧制
前苏联孔型轧制薄壁型材的断面面积小于6c㎡的合 号有OT4、OT4-1、BT5、BT6ч和BT20等合金,因需求量大,采用孔型轧制方法生产。在孔型轧制型材标准OCT1 92064-77中,钛合金轧制薄壁型材主要技术指标见表3-20.

?
在孔型轧制型材标准OCT1 92064-77中,OT4、OT4-1、BT5、BT6ч和BT20等钛合金轧制薄壁型材允许偏差为:
型材是按生产企业和需求用户之间协调的标准来供货的。
? ?(1)以乱尺、定尺、定尺的倍数三种长度来生产型材。定尺长度的型材定制为每次+15mm的计算余量。对于乱尺、定尺、定尺的倍尺长度来说,沿型材长度的极限偏差不应超过+20mm.
(2)型材断面尺寸的极限偏差需要符合相关标准。定径型材的供货允许数量上带有扩大的壁厚极限偏差(上下限不超过0.1mm)不超过一批的20.在这种厚度不均的情况下,沿型材长度不超过0.3mm.
(3)型材供货长度不超过4m,未热处理状态长3m.允许生产长度不小于1m的定径型材,数量上不超过整个批次的15.
(4)型材剪切是沿直角进行的。在型材供货长度范围内不应出现剪斜情况,或它的斜度不超过3°.
(5)扭转角相对纵向轴线在型材的任何一段的每一米长度上不能超过2°.
(6)如果没有限制角度的极限偏差,型材横断面角度尺寸的极限偏差不能超过±1.5°.
(7)在型材表面与型材直径方向任何一个平面上的尺寸之间形成的间隙大小,不应超过股宽的1.
(8)允许平滑的纵向弯曲。相对任何一段型材的任意一个平面,每米长度上允许的平滑纵向弯曲应不超过2mm.对于横断面积小于0.5c㎡的轧制型材,在任何1m长度的区段上允许的平滑纵向弯曲不能超过4mm.
(9)型材总的许可纵向弯曲和扭转是通过型材每米长度上所确定的许可曲率和扭转相乘所得到的。
(10)轧制型材倒角半径的极限偏差为:半径值为1.5~2.0mm,极限偏差为-0.5~ 1.5mm;半径值为2.0~5.0mm,极限偏差为-0.5~ 2.0mm;无精制机加工,无标准所指示的型材的股的外部角的倒角半径值不应超过1.0mm.
<
- Pst-Pcu-01库存更新全国发货
- ABB 3BSE018295R1 数字输入模块
- Mr-J10Ma1科技是生产力的源泉
- 南宁现货供应台湾丰炜可编程控制器主机VH-28MR 继电器
- 1756-OB16E新品上架
- 推引CIMR-AB4A0007FBA科技兴国魅力科技
- YTR24D3H新能源碳中和紧迫局势
- 现货供应台湾丰炜可编程控制器主机VH-28MR 继电器
- 推引NI9237????科技兴国解能源危机
- 1769-IQ6XOW4质保一年
- MR-J4-10A科技是生产力的源泉
- ABB 3BSE018291R1 处理器模块
- 科技以人为本 1746-IA16 控制器
- 推引延伸电缆MX2031-045-00-05科技兴国解能源危机
- Vsf75-Bdw Vsf75Bd科技兴国解能源危机
