产品简介

详细说明
| 产品参数 | |||
|---|---|---|---|
| 品牌 | 华菱超硬 | ||
| 产品特性 | 精车加工 | ||
| 是否进口 | 否 | ||
| 产地 | 河南郑州 | ||
| 结构类型 | 复合式 | ||
| 是否涂层 | 非涂层 | ||
| 适用机床 | 车床 | ||
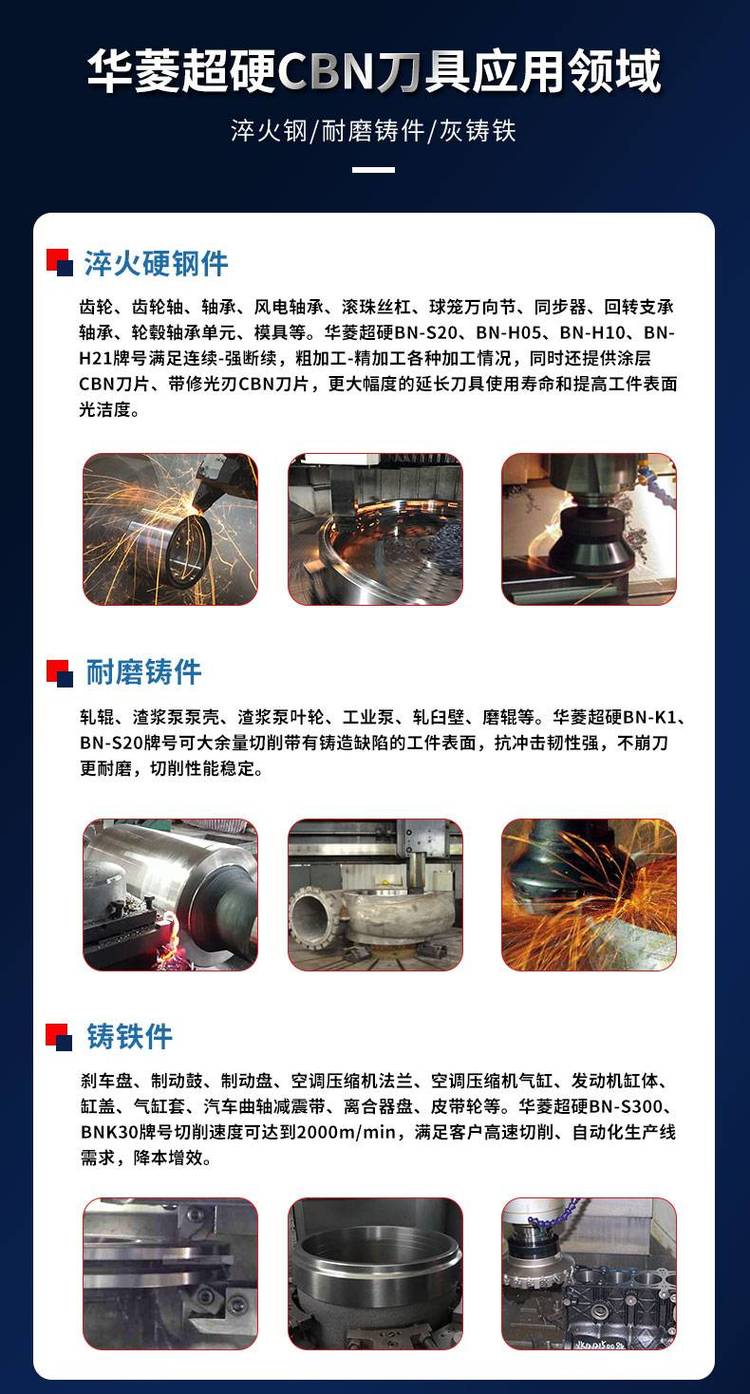
| 加工范围 | HRC58-62度渗碳淬火齿轮 | ||
| 规格 | 可定制,可加涂层 | ||
| 可售卖地 | 全国 | ||
| 材质 | 聚晶立方氮化硼 | ||
| 类型 | 车削刀具 | ||
| 型号 | BN-H05 CNGA1204,TNGA1604,BN-H10 WNGA0804,CCGW09T3 | ||
? ? ? 精加工淬火钢硬车PCBN刀具? 华菱超硬
从车削加工淬硬钢角度来讲,选择淬硬钢加工的刀具有几个方面:一是刀具?材质选择:一般从加工硬度上来说,在切削硬度低于 HRC50 以下和小切深小进给?情况下的淬硬钢工件时,陶瓷刀具是较好的选择。CBN 刀具适合于工件硬度高于?HRC50 情况,另外陶瓷刀具尽量避免在半精加工和粗加工用,而整体 CBN 刀片可?以适合断续切削,重载粗加工。二是 CBN 刀具厂家/牌号选择及刃口处理,好的?CBN 刀具不但粗加工不崩刃,而且能够在 精加工时保持超长的使用寿命和?很好的加工表面光洁度。
在淬硬钢精加工过程中,常用的 CBN 焊接刀具,目前国内做 CBN 焊接刀具的?厂家有很多,大部分是用国外 CBN 复合片经切割、焊接制成各种 CBN 刀具,对国?外 CBN 刀具的复杂牌号特性弄得不并是很清楚,这也是国内 CBN 焊接刀具市场的?尴尬处境。?
在淬硬钢粗加工和断续切削中,应该 整体 CBN 刀片(即立方氮化硼整体?聚晶刀片),这种刀具国内也有少数厂家生产,但对于淬硬钢加工的 CBN 刀具 ?有话语权的当属河南超硬材料研究所,其 BN-S10 牌号在淬硬钢粗加工和间断车?削领域的研制并应用成功,在超硬刀具学术界享有很高的声誉,HLCBN 作为民族?超硬刀具品牌在世界超硬材料刀具中占有重要的地位。
技术咨询:156-1756-2773? 杨经理? (微信同号)





在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息
最新供应
- 美国AB变频器22F-D6P0N103说明书
- 罗克韦尔变频器22A-D8P7N104现货低价
- 罗克韦尔变频器20F14NC140JN0NNNNN厂家直销
- 美国AB变频器22B-D4P0C104现货低价
- 美国AB变频器22F-A1P6N103优势库存
- 美国AB变频器22F-A011N103厂家直销
- 美国AB变频器22B-D1P4N104国外直采
- 美国AB变频器20F14NC367JN1NNNNN特惠
- 罗克韦尔变频器22C-D088A103特惠
- 罗克韦尔变频器22F-D1P5N113优势库存
- 罗克韦尔变频器22F-D024N114厂家直销
- 美国AB变频器22C-D010N103现货低价
- 美国AB变频器22P-D142A103厂家直销
- 罗克韦尔变频器22F-D018N114正品低价
- 美国AB变频器22P-D038A103使用方法
推荐供应
