
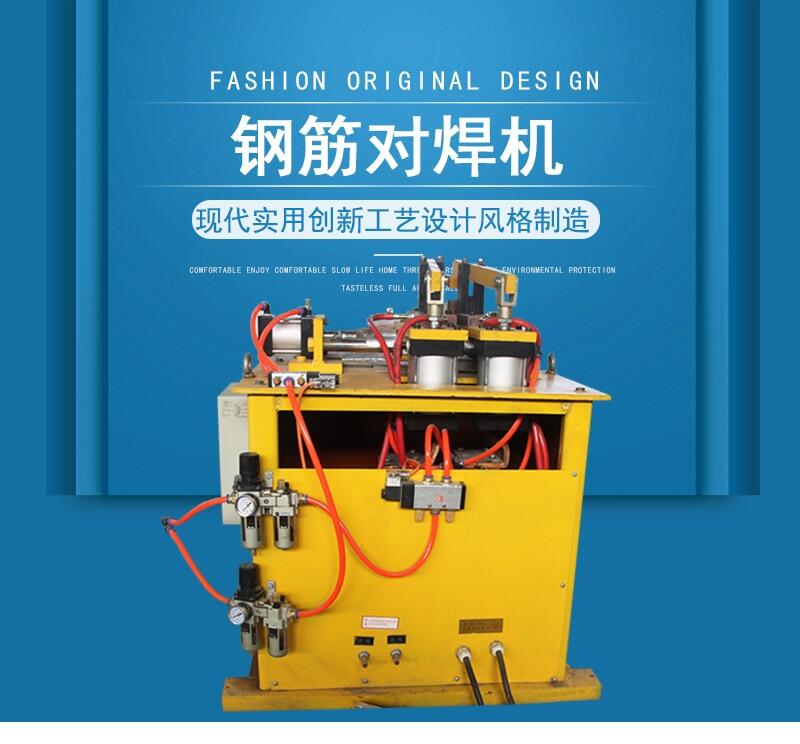
闪光对焊机介绍:
用电极分别压紧产品的两端,通电后由顶锻缸将两端口按设定速度逐渐推进,端口在接近的过程中先接触的部位电流密度极大,会瞬间液化形成金属过梁并爆破出现金属飞溅,即闪光;随着端口的逐渐靠近,接触的点逐渐增多,最后整个端面均形成了无数液态金属过梁,并不断爆破,使端面加热到塑性和液态的临界点后瞬间对两端面施以大的顶锻力并保压一段时间,将两端面熔接在一起,焊接完成。这焊接强度高,致密性好,无虚焊,无气孔,无夹渣。

钢筋对焊机特点
1、功率器件采用工业级IGBT模块和快***整流模块、三相桥模块,加强可靠性
2、焊机容量大,负载率高
3、整机结构简洁,布线美观并做三防处理
4、易起弧,焊接速度快,可快速焊接直径达32mm的钢筋
5、带超大号不锈钢提手,方便现场移动
6、钢筋对焊和手工焊,一机两用。

钢筋对焊机主要应用领域
钢筋对接焊机广泛应用于家电产品、日用五金、交通运输、电工电器、电子、电池、仪器、仪表等五金配件制造业的形式产品的加工制造。可进行碳钢、不锈钢、镀层钢及有色金属的板材、线材、管材、螺钉、螺母等的多种形式的点焊和凸焊。

钢筋对接焊机使用方法:
1 、 UN 1 --25 型钢筋对接焊机为手动偏心轮夹紧机构。其底座和下电极固定在焊机座板上,当转动手柄时,偏心轮通过夹具上板对焊件加压,上下电极间距离可通过螺钉来调节。当偏心轮松开时,弹簧使电极压力去掉。
2 、 UN 1 --40--75--100--150 型钢筋对接焊机先按焊件的形状选择钳口,如焊件为棒材,可直接用焊机配置钳口;如焊件异型,应按焊件形状定做钳口。
3 、调整钳口,使钳口两中心线对准,将两试棒放于下钳口定位槽内,观看两试棒是否对应整齐。如能对齐,焊机即可使用;如对不齐 , 应调整钳口。调整时先松开紧固螺丝(12) ,再调整调节螺杆 (14) ,并适当移动下钳口,获得位置后,拧紧紧固螺丝(12)。
4 、按焊接工艺的要求,调整钳口的距离。当操纵杆在左端时,钳口(电极)间 距应等于焊件伸出长度与挤压量之差;当操纵杆在右端时,电极间距相当于两焊件伸出长度,再加 2--3 毫米(即焊前之原始位置),该距离调整由调节螺丝(1)获得。焊接标尺可帮助您调整参数。
5 、试焊:在试焊前为防止焊件的瞬间过热,应逐级增加调节级数。在闪光焊时须使用较高的次级空载电压。闪光焊过程中有大量熔化金属溅沫,焊工须戴深色防护眼镜。


钢筋对接焊机钳口的夹紧动作如下:
(1)先用手柄 (6) 转动夹紧螺丝(9), 适当调节上钳口(11)的位置。
(2)把焊件分别插入左右两上下钳口间。
(3)转动手柄,使夹紧螺丝夹紧焊件。焊工必须确保焊件有足够的夹紧力,方能施焊,否则可能导致烧损机件。钢筋对接焊机包邮


- TEL Tokyo Electron Limited ES3D10-100845-V1
- Tokyo Electron/TELPN: 2910-290041-12
- TEL Tokyo Electron 1000, 67021AA-77712
- TEL Tokyo Electron TDB113-1 / I01 RF
- TEL TOKYO ELECTRON 06019KN-748V1
- TEL Tokyo Electron ADH 2-55
- TEL TOKYO A-1658 A-4914
- KH59-00683-A-6, P/N:CT2941-000030-12
- TEL Tokyo Electronic Limited 3S10-351024-12
- TEL TOKYO ELECTRON 3Z81-000012-V1
- TEL (TOKYO ELECTRON) 11007002
- TEL Tokyo Electron CPC-T0033A-12
- TEL Tokyo Electron ID05-300053-14
- TEL TOKYO ELECTRON ASSY 3D80-001488-V4
- TEL Tokyo 3S10-351024-12
