产品简介

详细说明
方管相贯线等离子切割机凯斯锐
圆管相贯线切割机在切割时,为了保证焊接的质量和可靠性,需要预留出一定角度的坡口,有定角度坡口和变角度坡口之分.所谓定角度坡口指的就是在切割过程中,支管上各个相贯节点处的素线与支管轴线始终保持一定数值的角度.然而实践证明,定角度坡口仅仅适用于两管垂直对心相交或者是各个节点处的二面角都比较大的情况.因为,二面角比较大,切割出来的坡口则可能过小;而二面角比较小,切割出来的坡口则可能过大.这样就会大大影响切割后焊接的质量和可靠性,同时对于壁厚不大的钢管来说,在切割时甚至会熔断部分坡口,导致焊接无法正常进行.所谓变角度坡口指的是在整个切割过程中,各个节点处的切割角(当相贯接头为插入式时,切割角等于坡口角)始终随着二面角的变化而变化,这样切割出的坡口既均匀又可靠.当然,无论是定角度坡口还是变角度坡口,都应该尽量避免极限切割,因为在这一切割过程中,局部节点处的坡口角变化剧烈,切割后会大大降低焊接的质量和稳定性.

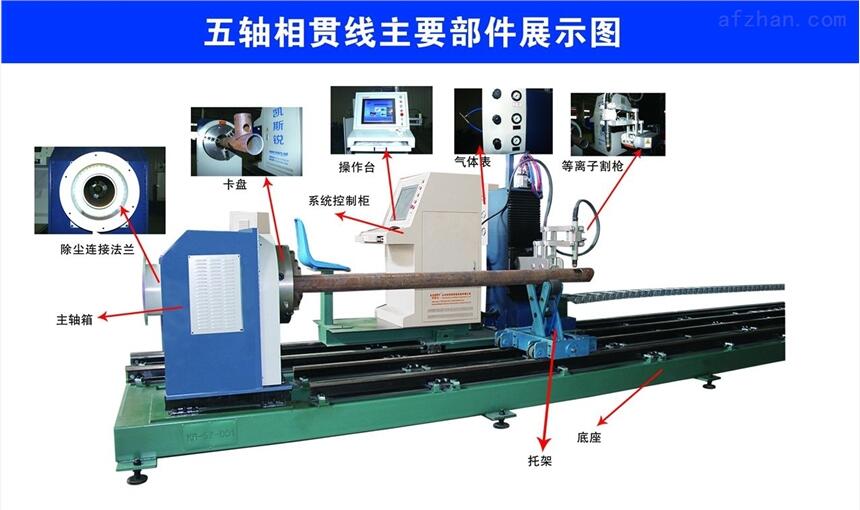


传统的管子相贯线切割机一般来说,主要依靠手动和半自动切割设备来完成,前期准备工作,一般有找正、画线、切割、打坡口四部份来完成,每一步都通过人工手动去实现,不管是从精度还是从工作效率上面来讲,都过于保守,完全不能够满足大型工厂批量化相贯线切割需要!相贯线切割机是通过数控系统控制机床各轴联动来进行切割,能在管件上切割出高精度、高质量的相贯曲线,可加工出各种角度相贯、偏心相贯、多重管件相贯的相贯体。这种取代人工切管方式的机电一体化机床称之为相贯线切割机。
适用工件材料:碳钢,不锈钢
在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息
最新供应
- TEL Tokyo Electron Limited ES3D10-100845-V1
- Tokyo Electron/TELPN: 2910-290041-12
- TEL Tokyo Electron 1000, 67021AA-77712
- TEL Tokyo Electron TDB113-1 / I01 RF
- TEL TOKYO ELECTRON 06019KN-748V1
- TEL Tokyo Electron ADH 2-55
- TEL TOKYO A-1658 A-4914
- KH59-00683-A-6, P/N:CT2941-000030-12
- TEL Tokyo Electronic Limited 3S10-351024-12
- TEL TOKYO ELECTRON 3Z81-000012-V1
- TEL (TOKYO ELECTRON) 11007002
- TEL Tokyo Electron CPC-T0033A-12
- TEL Tokyo Electron ID05-300053-14
- TEL TOKYO ELECTRON ASSY 3D80-001488-V4
- TEL Tokyo 3S10-351024-12
推荐供应
