
- 无锡焊接-无缺陷的焊接接头,不会因焊剂引起接头的腐蚀。
- 振动能使焊料渗入到极小的缝隙中,从而达到完美的焊接效果。
- 高强度坚固可靠的焊接接头。
- 通过铝线更换昂贵的铜线来节省成本。
- 由于不需要与焊剂相关的工艺,降低了设备成本和生产成本。
- 由于不需要与焊剂相关的工艺,简单焊接工艺(高效率焊接)。
超声波浸焊与传统的焊接方法相比更加环保,超声波浸焊过程中的振动和空化现象使焊件表面的氧化层脱落,高频振动能量不会熔化焊锡,它有助于焊料湿润焊件。
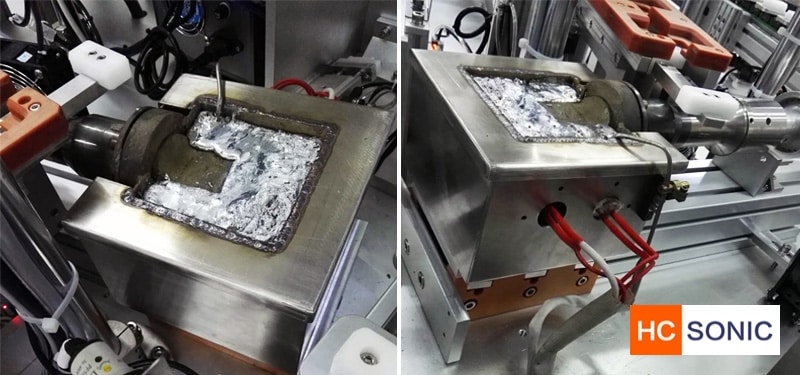
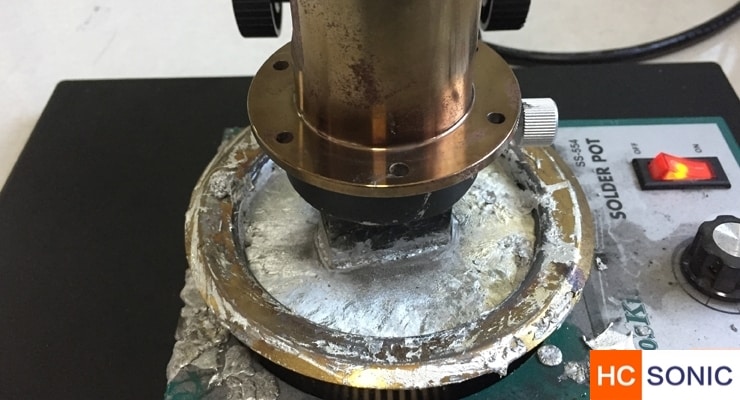
浸渍法焊接时大面积涂层的最理想选择。焊料在配备有超声波振动器的特定焊接坩埚中熔化。当熔融焊料在超声波振动的表面上产生波纹时,被涂覆的部分被浸入。焊接件的表面清洁度对焊接性能有显著的影响,焊接前建议用丙酮清洗焊接面,以达到更好的焊接效果。
原理
超声波浸焊技术不同于超声波塑料焊接,在塑料焊接过程中,振动产生热量,使连接部件熔化。超声波浸焊使用的基本原理和超声波清洗过程类似,在这个过程中,振动能在水浴或清洗溶剂中产生空穴,浸没在液体介质中的部件,受到液体中崩塌的真空气泡强腐蚀作用进行清洗。
超声波浸焊过程中,一个单独的能量源产生的热量用做熔化填充金属,然后再加入超声波振动能量,熔融的焊料用作超声波振动的传输介质。当将高频振动能量应用于熔融焊接时,在焊接工具表面会产超声空化,以分解和分散表面氧化物。空泡的微泡破裂,清洗焊件表面,使湿润的焊料能与纯金属结合。
振动还确保焊接点没有空隙,振动能量迫使液体焊料进入基板中的裂缝和微孔。它有助于密封零件并增加焊锡可以粘合的表面面积。超声波振动也会将气泡从液态焊料的挤出,因此这种方法使接头适用于需要气密密封的高真空环境应用。
不同材料焊接
超声波浸焊允许焊接不同的材料,并且可以用于焊接常规方法难以焊接的材料。因为它不需要助焊剂,用户可以节省清洗助焊剂残留的时间和节约成本,同时减少腐蚀并增加焊接接头的耐久性。锡铅焊料通常用于焊接易湿润的金属,如银、铜、镍。锡-银焊料用于不锈钢,而锡-锌和锌-铝合金用于铝,铟合金经常用于玻璃和陶瓷。
手持式浸焊在浸焊中,待焊接的部件或部分浸入熔融金属浴中,超声波传感器可以安装在坩埚的底部,也可以直接与熔融金属接触。
特点
环保型焊接解决方案
不需要任何对环境和人体有害的化学物质。没有水污染,也没有空气污染,因为不需要焊剂和溶剂清洗过程。
完美焊接
节约成本和提高效率
| 使用频率 | 19~35 Khz | 功率范围 | 300-1000W | |
| 冷却装置 | 水冷 | 温度范围 | 200-400℃ | |
| 外壳材质 | 铝合金 | 工具头 | 合金钢 | |
| 工作模式 | 间歇/连续 | 驱动电源 | 数控发生器 | |
| 外壳材质 | 铝合金 | 产品型号 | HC-MA2010GL |
- 美国AB变频器22B-D012N204特惠
- 罗克韦尔变频器20BC260A0ANNANC0技术参数
- 美国AB变频器22B-D010H204设备型号
- 罗克韦尔变频器20BC105A0AYNACC1现货低价
- 美国AB变频器22F-A8P0N103特点
- 罗克韦尔变频器20AC037C0AYNANC0优惠
- 罗克韦尔变频器20BC105A0AYNANA0技术参数
- 罗克韦尔变频器20AC030A3NYNANC0厂家直销
- 罗克韦尔变频器22B-D4P0N104设备型号
- REXROTH BOSCH R900433346
- 广西台达DVP14SS211R可编程控制器14点主机销售代理
- 美国AB变频器20BC260A3ANNADC0现货特价
- Parker VM125A10VM
- 罗克韦尔变频器22F-A4P2N113说明书
- Rexroth DR-10-4-52/315XY
