
工艺概述
通过在热压头上加载一定的脉冲电压,利用低电压大电流,令高阻抗的热压头发热,通过热量传导,使两个预先上好助焊剂,镀了锡(膏)的零件受热,当温度达到锡膏的熔点,相接触的两物体熔接在一起,冷却凝固后,通过固化的焊锡使两个工件形成一个永久的电气机械连接。
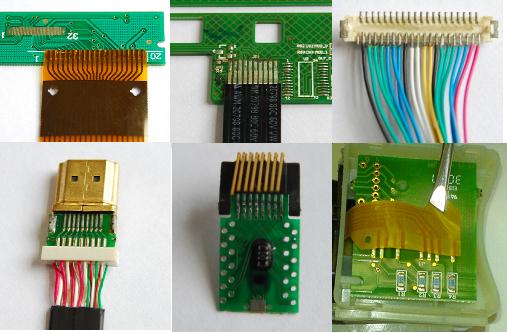
本公司生产的锡压焊机广泛应用于微电缆(MCC,同轴线)软性电路板(FFC,FPC)极细电子线的锡压焊、焊锡焊接的回流焊。采用温度分阶段控制和时间控制,加温快,恒温效果好,适应不同的焊接需求,如LCD模组的ACF压接,软排线锡层压接等。
产品特点
1、以逆变电源作为加热源。控制精确,热量输出稳定,动态响应快。
2、采用先进的段控控温系统,可灵活设置各段加温状态。对温度、时间等参数能高精度地加以控制。
3、升温迅速稳定,局部瞬时加热方式能良好地抑制对周围元器件的热影响。
4、显示各阶段的加热温度。
5、热电偶的闭环在线反馈控制提高温控的精确度。
6、加压时通电加热和断电冷却同时进行、防止了结合部浮起、虚焊。最适合于柔性材、线材的热压焊、焊锡焊接及树脂粘结。
技术参数
|
型号 |
JYR-02 |
|
额定电压 |
220V+10% -10% 50Hz |
|
额定功率 |
4kVA |
|
负载持续率 |
20% |
|
逆变频率 |
4 kHz |
|
温度设定范围 |
50~600℃ |
|
加热阶段 |
2 |
|
热压头冷却方式 |
风冷 |
|
存储焊接规范数 |
20组 |
|
外形尺寸(mm)L*B*H |
435*185*320 |
|
重量 |
26.5 kg |
|
压头精度 |
±0.01mm |
|
温度精度 |
±5度 |
|
产品最小间距 |
pitch≥0.01mm |
|
产品最大尺寸 |
60mm |
|
热 电 偶 |
E型或K型可选 |
|
压力范围(N) |
1-100 |
|
焊头行程(mm) |
0.1-20 |

- 美国AB变频器22F-D6P0N103说明书
- 罗克韦尔变频器22A-D8P7N104现货低价
- 罗克韦尔变频器20F14NC140JN0NNNNN厂家直销
- 美国AB变频器22B-D4P0C104现货低价
- 美国AB变频器22F-A1P6N103优势库存
- 美国AB变频器22F-A011N103厂家直销
- 美国AB变频器22B-D1P4N104国外直采
- 美国AB变频器20F14NC367JN1NNNNN特惠
- 罗克韦尔变频器22C-D088A103特惠
- 罗克韦尔变频器22F-D1P5N113优势库存
- 罗克韦尔变频器22F-D024N114厂家直销
- 美国AB变频器22C-D010N103现货低价
- 美国AB变频器22P-D142A103厂家直销
- 罗克韦尔变频器22F-D018N114正品低价
- 美国AB变频器22P-D038A103使用方法
