产品简介

详细说明
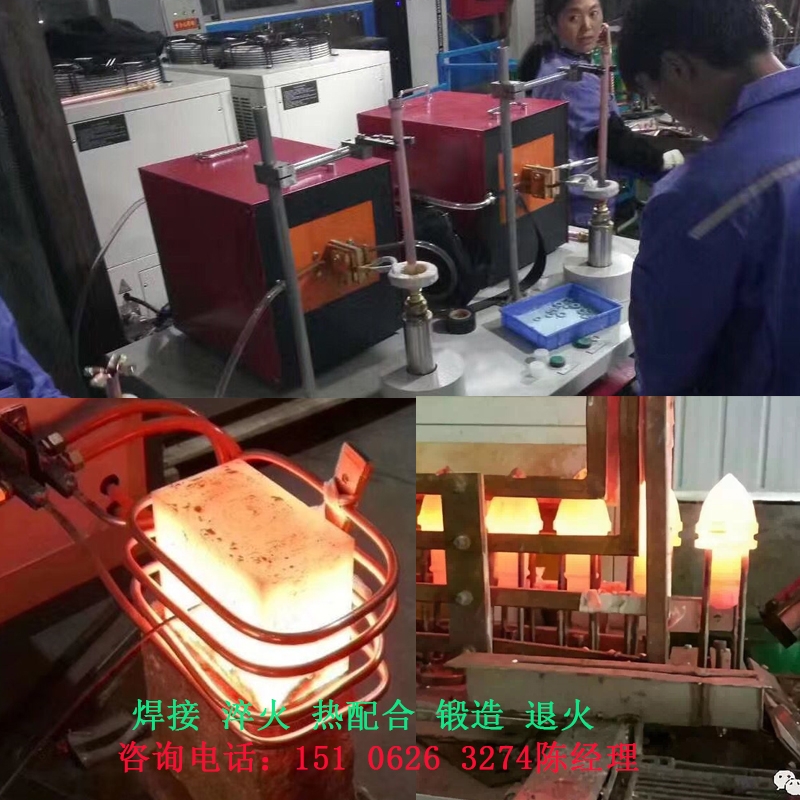
双工位高频钎焊机具体优点:
1,质量方面:杜绝焊堵隐患,提升产品一次钎焊合格率,并改善焊缝外观。
2、效率方面:高频钎焊较手工焊提效30%以上,高效,快捷。
3、成本方面:因将焊料由焊丝调整为焊环,并实现焊料使用的落地返冲,且可以严格控制单点焊接所消耗的焊料用量,大大降低人工造成的焊料浪费,为企业节省原材料成本。
4、保护气体:双工位均有进行氮气保护,两工位氮气流量单独可调,并可通过流量调节开关调整氮气流量大小
5、电气控制:采用中文触屏,可调整生产过程的所有工艺参数,具备存储并提取实际输出的工艺参数,并同时对工艺参数进行监控,即所有焊接工艺参数均可控可调。
6、报警系统:控制系统有报警装置,设备出现故障时及时进行报警,设备上自动显示及存储错误信息,且报警信息可查询。
7、通讯接口:设备留通信端口,便于后续开展设备自动化信息管理工作。
8、工装夹具:工装定位可进行X、Y、Z三轴调节。
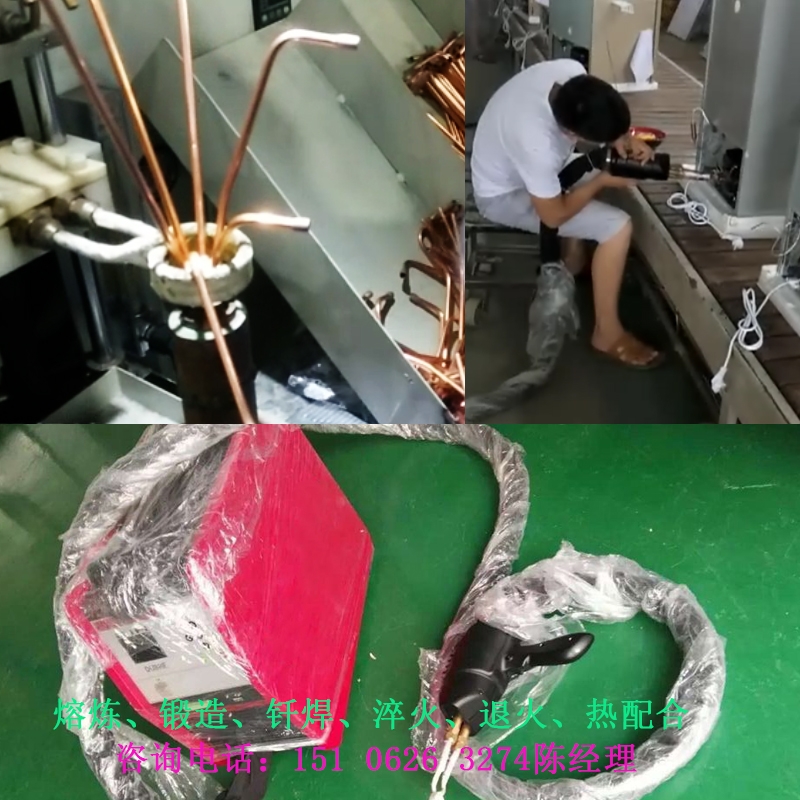
高频钎焊机原理介绍: 感应加热电源主要由逆变器、谐振单元、变压器和感应器组成。其中逆变器是一个交-直-交的变流器,将工频交流电能变换成为几千至几百千赫兹的中频或高频电能。谐振单元和变压器一端连接逆变器,另一端连接感应器,将高压变成隔离的低压并进行阻抗匹配。加热时,感应器中流过强大的高频电流,在导体内产生感应电流,因此导体迅速被加热。感应加热电源的谐振频率根据被加热对象和工艺的不同而不同,一般从一千至几十千赫兹最为常用。


在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息

最新供应
- 超大库存 安全可靠 1734-AENT 接触器 模块
- 操作灵活 调试方便 1734-ADN 处理器 冗余模块
- C3CONTROLS CAT#22POTO10K-TBW
- SEIKOM NLSW45-6 805020
- FUTURE DESIGN CONTROLS FDC9300-416601
- 美国MOOG穆格D661-4026全新原装
- 美国MOOG穆格D633-419B国外直采
- 美国MOOG穆格D633-501B特惠
- 美国MOOG穆格G761-3007B供应
- MOOG伺服阀D633-419B性能
- MOOG伺服阀D661-4020B技术参数
- 美国MOOG穆格D661-4056B特点
- MOOG伺服阀D661-4045B性能
- MOOG伺服阀D633-500B说明书
- MOOG伺服阀G761-3004B现货特价
推荐供应
