产品简介

详细说明
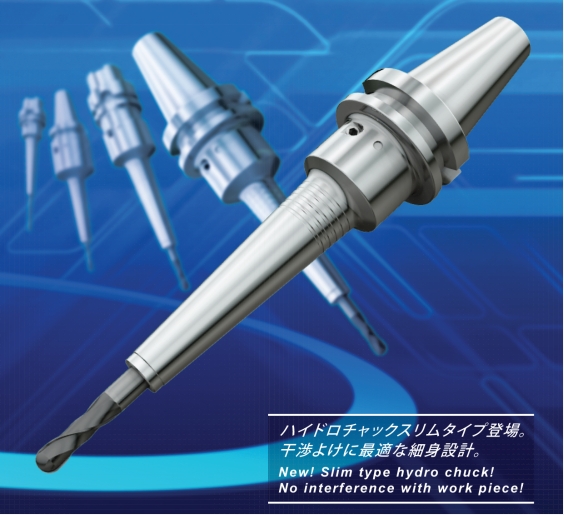
液压刀柄bt30-日本NT
液压刀柄的根本工作原理:
假如我们利用两个气胀轴的一心圆筒,封住两头构成 一个圆筒形的空腔,把液压油在圆筒的此中一个给充溢, 并且对油液进行施加肯定的压力,这个压力就会用相称的数 值传到油腔的每一个部位的。 假如把这 两 个一心的圆筒的外筒壁做薄,则它遭到压力后, 就会向外膨大,假如把这两个同心的圆筒的内筒壁做薄,则它遭到压力后, 就会向内膨大。依据这个变形的薄壁,就能够实现对内孔的胀紧夹持和对外径的胀紧夹持。 由于这个时候的薄壁的确是每一处都平均着接受着油压,因而其对零件的内孔和外径进行涨紧后,它的夹持精度就会十分高, 静压膨大芯轴和液压刀柄便是依据这个原理开收返来并胜利地将其使用于机器制造行业内。随着制造技术的不断发展,高速切削日益成为制造行业中的一项关键技术,在减少工件变形、提高产品质量和加工效率方面具有无可比拟的优越性。目前,加工过程稳定性问题,特别是切削颤振已经成为制约高速切削技术快速发展的一个重要因素,它不仅会限制机床的生产率,而且会严重影响工件表面质量,大大加剧刀具磨损,极端恶化工作环境。其中,颤振和稳定状态下加工的产品表面液压刀柄bt40-日本NT
欢迎来到液压刀柄bt30-日本NT的页面,由深圳市宏伟盛科技有限公司为您提供
在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息
最新供应
- 6ES7414-2XG03-0AB0产地
- 6ES7405-0RA02-0AA0原装正品
- 6ES7416-2XL00-0AB0品质保证
- 6ES7451-3AL00-0AE0新品热卖
- 6ES7461--0AA01-0AA0质保一年
- 6ES7461-3AA01-0AA0量大从优
- 6ES7416-2XK02-0AB0现货
- 6ES7470--0AA00-0AA0量大从优
- 6ES7441-1AA04-0AE0库存现货
- 6ES7414-3XM05-0AB0库存现货
- 6ES7492-1AL00-0AA0原装正品
- 6ES7421-1FH00-0AA0质保一年
- 6ES7460--0AA01-0AB0库存现货
- 6ES7413-1XG01-0AB0新品热卖
- 6ES7490--0AB00-0AA0质保一年
推荐供应
