淬火热处理后高速切削加工效率高")
三牙轮牙掌轴承外圆硬车刀具(40CrMo)淬火热处理后高速切削加工效率高
40CrMo合金钢强度、淬透性高,韧性好,淬火时变形小,用于制造要求较35CrMo钢强度更高和调质截面更大的锻件,如机车牵引用的大齿轮、增压器传动齿轮、后轴、受载荷极大的连杆及弹簧夹,也可用于 2000m以下石油深井钻杆接头与打捞工具等。
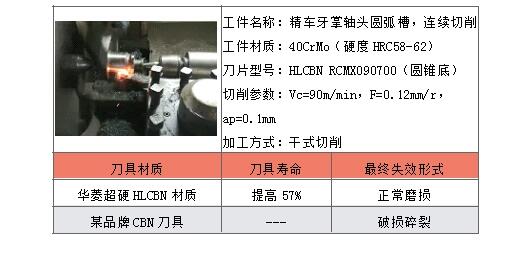
40CrMo合金钢淬火后硬度高,一般高达HRC58-62度,硬度高属超耐磨材料,尤其是40CrMo淬火件三牙轮钻头的牙掌轴头加工时,要求尺寸精度高,圆弧槽的粗糙度要求Ra0.4-Ra0.8以内,普通刀具很难达到该要求,要么就是刀具寿命非常不理想,要么就是刚加工几件表面粗糙度和尺寸精度就已经严重超差,不得不频繁换刀,如遇到此类问题,想要寻求更高效的刀具方案,可致电华菱超硬推荐选择HLCBN超硬刀具。
硬车加工40CrMo淬火后硬度HRC58-62的刀片方案及常用型号:
40CrMo淬火后硬度HRC58-62精车外圆、端面、内孔和精车圆弧槽常用刀片型号:
CNGA120404(08),CNGA160408,TNGA160404(08),DNGA150404(08),WNGA080404(08),CCGW09T304(08),RCMX090700。
40CrMo淬火后硬度HRC58-62精车圆弧槽配套超硬刀杆刀片型号:CRDNN2020,CRDCN2020,还有25、32、40、50刀方的切槽用圆弧车刀杆,配套刀片RCMX090700,RBMX090700,RCMX120700,RBMX120700,RCMX150700。
华菱超硬立方氮化硼刀片加工淬火后硬度HRC58-62淬火料适合加工方式:车削加工(含粗车、精车/车槽);铣削加工(含粗铣、精铣)、镗削加工(含粗镗、精镗)
适用机床:数控车床(数控立车及普通数控车)铣床(龙门铣床、数控铣床、刨铣床),镗削加工中心/车削加工中心/铣削加工中心,车铣复合加工中心,镗铣复合加工中心。
硬车40CrMo淬火件圆弧槽案例:
淬火后高硬度40CrMo淬火钢的切削加工难点:
淬火后高硬度40CrMo合金钢一般是指经过热处理淬火之后的硬度在HRC55-62的高硬度淬火钢件,这类淬火后高硬度40CrMo合金钢的加工难点有几种 :
1、硬度较高,一般的YT726合金刀片或者陶瓷材质刀片车不动;
2、在热处理后变形问题,使吃刀深度不均匀,容易产生崩刀现象;
3、很多40CrMo合金钢件淬火后加工面有间断切削,比如有油孔或者键槽,无疑是给切削加工再次制造麻烦;
4、40CrMo热处理后硬度不均匀,用一般YT726刀片车削时,容易出现不耐磨,刀片磨损快。
我国正处在机械制造技术快速发展的时期,高强度等难加工材料的切削加工作为制造技术的基础工艺,在生产中有着广泛的应用前景,其加工技术已成为先进制 造技术的主要发展方向之一。随着各种先进制造技术的应用,机器的性能和使用寿命将会得到极大的提高,而高强度材料的切削加工,也将进一步推动机械制造业的蓬勃发展。华菱超硬持续不断的改进超硬刀具的解决方案,遇到高硬度材料、难加工材料的刀具选择问题,欢迎新老客户来电咨询。
三牙轮牙掌轴承外圆硬车刀具(40CrMo)淬火热处理后高速切削加工效率高
- Lam Research 605-031325-002 Rev A
- HONEYWELL减压阀D06F-1 1/2A
- LAM Research 839-275640-002 Rev A
- 西门康SKKH570-16E可控硅晶闸管原装
- HELMHOLZ耦合器700-159-3MB01
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|百色中电自动化
- Lam Research 715-028615-001 上挡板
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|桂林中电自动化
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|防城港中电自动化
- 35085 LAM )853-068037-001
- 853-012600-001 / ASSY
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|贵港中电自动化
- LAM RESEARCH 853-031790-001
- 853-007859-923 / 770-003303-001-C
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|来宾中电自动化
