")
高速铣削蜂窝复合材料的CVD金刚石涂层铣刀(效率高,表面质量好)
根据碳纤维、芳纶纤维、蜂窝芯材料的性能特点,切割、钻孔必须选择主轴转速在8000r/min以上的数控机床,大部分为风冷冷却(碳纤维零件可采用水冷)。对于各种形状的大型复合材料零件,如玻璃纤维、碳纤维、芳纶纤维、Nomex蜂窝芯、铝蜂窝芯等复合材料,需要大批量边缘铣切、制孔、开口等,使用华菱超硬PCD刀具可高效生产,经济效益显著。
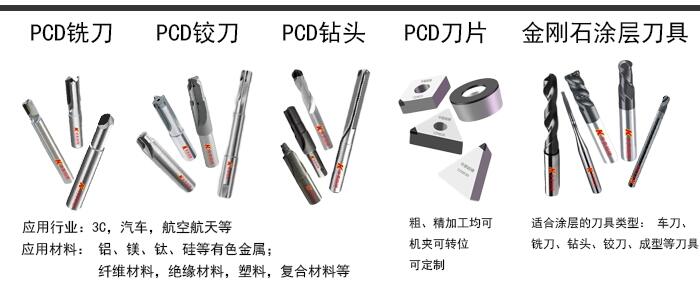
华菱超硬针对难加工复合材料研发有专门的刀具,如碳纤维复合材料、玻璃纤维复合材料、CFRP增强复合材料、蜂窝复合材料等,为复合材料制造提供专业的高速加工刀具和超耐磨刀具,以满足复合材料零件高附加值难加工的问题解决,蜂窝复合材料切削加工刀具方案如下:
(1)碳纤维复合材料(CFRP)和蜂窝材料(HONEYCOMB)专用金刚石PCD铣刀。华菱超硬PCD铣刀,具有超高硬度和超耐磨性,性能稳定,使用寿命长,可获得较高的表面光洁度。除焊接PCD切削刃的PCD铣刀外,还供应有金刚石涂层铣刀,满足蜂窝复合材料铣削加工的应用需求。
(2)碳纤维复合材料(CFRP)和蜂窝材料(HONEYCOMB)孔加工专用钻头(金刚石涂层、类金刚石涂层和带真正螺旋的整体PCD钻尖)。华菱超硬PCD钻头主要用于纤维材料、绝缘材料、塑料、复合材料、铝合金等应用领域,可定制PCD麻花钻、PCD钻铰刀(钻削铰削一体刀具)、PCD阶梯钻头等。
(3)锪窝钻一体和其他非标金刚石PCD刀具定制。
复合材料的应用范围很广泛,各种材料由于其结构和性能不同,其加工所使用的刀具及其结构、所使用的参数各不相同。
如碳纤维复合材料的钻孔,不同于金属零件的钻孔,材料在厚度方向为一个均匀的整体,不容易分层或起毛;而碳纤维复合材料零件属于多层结构,在材料的厚度和水平方向力学性能相差甚远,所以钻孔时,出刀部位容易产生分层和起毛现象,这对刀具的性能提出更高的要求,华菱超硬公司生产的镶金刚石PCD材质的PCD钻头,锋利性和耐磨性能兼优,钻出的孔质量较高。
碳纤维复合材料零件的边缘、开口切割,对于大型、壁厚的碳纤维零件边缘的切割采用PCD铣刀,镶嵌金刚石材质切削刃,具有极其锋利的刀刃,在使用高转速的情况下,迅速切除材料,保证碳纤维丝不被拉出而分层起毛。
芳轮纤维目前是复合材料中机械加工非常难的一种材料,特别容易分层、起毛,选用的刀具不合适,会使切割后的边缘分层、起毛、烧焦等。
蜂窝复合材料由于蜂窝结构的特殊性,切削性能差,在加工中易出现撕裂、压塌、芯格变形、毛刺、外形缺损等缺陷,在加工中刀具极易磨损,在选择刀具时,刀具的结构、切削性能都非常重要。

合理选择刀具材质,是加工复合材料的重要条件,根据复合材料的加工特点,刀具材质不仅要有高硬度、高耐磨、高导热性,而且要有一定的锋利性和高寿命,此时推荐使用PCD刀具(CDW025或CDW302)。
复合材料中以纤维增强材料应用和用量较大,其特点是比重小、比强度和比模量大,广泛应用于航空航天、汽车、健身器材等领域,在近几年更是得到了飞速发展。
但是对于复合材料的机械加工并不容易,复合材料难加工一直是困扰机加工人的一大难题,华菱超硬作为超硬刀具国产化的先驱,经过大量的测试验证,研发出可有效提高加工复合材料效率和精度的PCD刀具(CDW025或CDW302)。
高速铣削蜂窝复合材料的CVD金刚石涂层铣刀(效率高,表面质量好)
- HELMHOLZ耦合器700-159-3MB01
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|百色中电自动化
- Lam Research 715-028615-001 上挡板
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|桂林中电自动化
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|防城港中电自动化
- 35085 LAM )853-068037-001
- 853-012600-001 / ASSY
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|贵港中电自动化
- LAM RESEARCH 853-031790-001
- 853-007859-923 / 770-003303-001-C
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|来宾中电自动化
- Lam Research 853-009520-001
- ABB 3BSE008546R2 伺服驱动器
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|北海中电自动化
- 853-015767-001 / 交换,FLOW,N2 / LAM
