
热后硬车加工20CrNiMo渗碳齿轮内孔端面选用涂层cbn刀片BN-H20 C75
齿轮材质(8620H/20CrNiMo)渗碳淬火后硬车精车加工端面、内孔时,使用的刀具会出现崩刃微崩后导致尺寸稳定性差(尺寸超差),刀尖不耐磨问题经常更换以致于加工效率低。华菱超硬供应齿轮硬车专用刀具,欢迎致电华菱超硬择优选择刀具方案和参数指导!
华菱品牌针对硬车削齿轮材质(8620H/20CrNiMo)渗碳淬火后刀具问题推出两款牌号:BN-H10和BN-H20,这两款CBN刀片性能:硬度高,耐磨性好,红硬性好,耐高温,很好地保证了齿轮工件形位公差精度要求及表面粗糙度。还可以根据加工工况需求,做CBN刀片涂层,进一步提高刀片的耐磨性和加工光洁度。

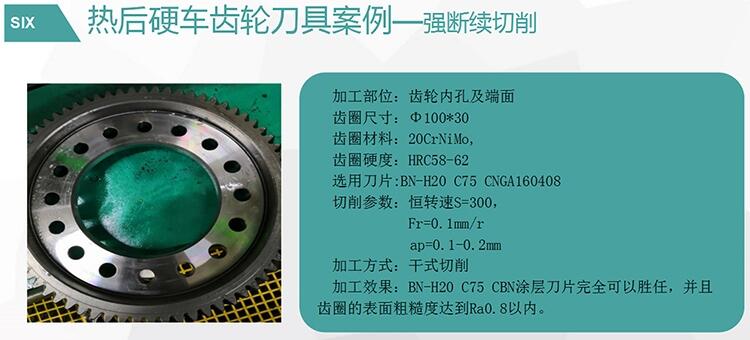
强断续切削淬火齿轮案例:
加工部位:齿轮内孔及端面
齿圈尺寸:Φ100*30
齿圈材料:20CrNiMo,
齿圈硬度:HRC58-62
选用刀片:BN-H20 C75 CNGA160408
切削参数:恒转速S=300, Fr=0.1mm/r ,ap=0.1-0.2mm
加工方式:干式切削
加工效果:BN-H20 C75 CBN涂层刀片完全可以胜任,并且齿圈的表面粗糙度达到Ra0.8以内。
热后硬车削齿轮的刀具选择关键点:
硬车削的稳定性,在连续硬切削齿轮断面或内孔已经不是难题;但在断续切削,深孔加工,仿形切槽时由于工艺工况复杂,更考验硬车机床、工装夹具、刀具材料、方案设计。
硬车削的经济性,并不是任何时候硬车削都会比磨削成本低,有些时候,采用专用设备或专用磨削砂轮进行加工效率更高,成本更低。所以在硬车削项目评估时,需要综合对比各种工艺的节拍、效率、投资。
硬车削粗糙度,常见材质有20CrMnTi,16Mn5,42CrMo等,热处理后硬度达到HRC58-62,一般工艺要求粗糙度Ra0.8以内,有的需要Ra0.4;HLCBN刀片完全能够达到要求,而且可提供修光刃和涂层CBN刀片方案,进一步提高加工质量、延长刀具耐用度。

华菱超硬提供如下难加工材料和高效率加工方面的刀具产品及解决方案:
1,热处理后的高硬度工件加工,如:淬硬轴承钢、渗碳钢、氮化钢、工具钢、模具钢热后硬切削,可断续切削【刀片的韧性和耐磨性能优异;单边背吃刀量ap可达7.5mm,可加工HRC45-HRC79之间的高硬度钢件】
2,高硬度铸铁/铸钢的加工,如:高铬铸铁、白口铸铁、镍硬铸铁等高硬度合金铸铁,高锰钢等耐热耐磨钢的粗加工和精加工【可拉荒粗车有夹砂、气孔的铸件毛坯】
3,普通灰口铸铁、高牌号球墨铸铁的高速切削【刀具寿命是合金刀具寿命的10-20倍】
4,其他难切削材料类:高温合金、粉末冶金,难熔合金及碳化钨硬质合金,热喷涂喷焊件的硬面加工,复合材料、石墨等非金属材料,以及铝合金高光刀具【可订做非标,来图来样加工】
热后硬车加工20CrNiMo渗碳齿轮内孔端面选用涂层cbn刀片BN-H20 C75
- 西门子SIMATIC DP RS 485 中继器 6ES7972-0AA02-0XA0
- ABB 3BSE000270R1 数字输出模块
- ABB 3BSC980006R213 CI627A 工业控制器模块
- ABB 3BSC980006R136 控制模块
- ABB 3BSC980006R109 自动化处理器模块
- ABB 3BSC980004R784 输入/输出模块
- SEC-7340LDRR科技是生产力的源泉
- ABB 3BSC980004R1014 系统模块卡件
- Fpb56R-A10-Z017科技兴国魅力科技
- 鹤岗市伺服驱动电机产品推送:施耐德LXM05AD17F1货源直供
- 鹤岗市伺服驱动电机产品推送:施耐德LXM05AD14N4货源直供
- 鹤岗市伺服驱动电机产品推送:施耐德LXM05AD10M3X货源直供
- Gsk25Im-H新能源碳中和紧迫局势
- 鹤岗市伺服驱动电机产品推送:施耐德LXM05AD10M2货源直供
- 鹤岗市伺服驱动电机产品推送:施耐德LXM05AD10F1货源直供
