
热后加工淬火件的立方氮化硼刀片【粗精车加工热处理淬火后钢件】
随着我国工业飞速发展,对机械零件的性能要求越来越高。为了提高机械零件的耐磨性,延长其使用寿命,很多结构钢零件常常采用淬火处理。但淬火后的零件强度和硬度较高,塑性较差,这就给切削加工带来了难题。
热后加工淬火件如热处理过的齿轮、齿圈的生产过程中,一些齿轮、齿圈淬火或渗碳淬火后,硬度一般在HRC55以上,有的硬度达到HRC60甚至HRC65左右。有的齿轮热处理后变形严重,特别是渗碳淬火后的大齿圈、大齿轮(如高铁齿轮、工程机械大齿圈、重工行业用大齿圈等),这些大型齿轮齿圈淬火后变形量非常大,这就需要淬火钢粗加工专用刀具BN-S20。
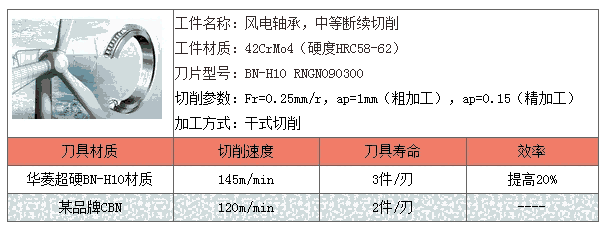
立方氮化硼刀片BN-H10热后加工42CrMo淬火件案例:
粗精车加工淬火件外圆、端面、内孔刀杆型号及配套刀片型号:
刀杆型号:90度超硬刀杆CCLNR/L2020,CCLNR/L2525,CCLNR/L3232,CCLNR/L4040;
45度超硬刀杆CSSNR/L2020,CSSNR/L2525,CSSNR/L3232,CSSNR/L4040;
75度超硬刀杆CSRNR/L2020,CSRNR/L2525,CSRNR/L3232,CSRNR/L4040;
刀片型号:CNMN1204(04/08/12/16),CNMN1207(04/08/12/16);
SNMN1204(04/08/12),SNMN1207(12/16),SNMN150716,SNMN201020;
SCGN0903(04/08/12),SCGN0904(04/08/12)。

热后加工淬火件采用涂层硬质合金刀具的应用局限:
涂层硬质合金刀具是在韧性较好的硬质合金刀具上涂覆一层或多层耐磨性好的TiN、TiCN、TiAlN和Al2O3等,涂层的厚度为2~18µm,涂层通常起到以下两方面的作用:一方面,它具有比刀具基体和工件材料低得多的热传导系数,减弱了刀具基体的热作用;另一方面,它能够有效地改善切削过程的摩擦和粘附作用,降低切削热的生成。
涂层硬质合金刀具与硬质合金刀具相比,无论在强度、硬度和耐磨性方面均有了很大的提高。对于硬度在HRC45以下的调质工件的车削,低成本的涂层硬质合金可实现高速车削。但对于HRC45度以上的高硬度淬火钢件,涂层硬质合金也无法优势胜任。

延伸阅读:淬硬钢加工与CBN刀具的发展:
从车削加工淬硬钢角度来讲,选择淬硬钢加工的刀具有几个方面:
(1)刀具材质选择:从加工硬度上来说,在切削硬度低于HRC50以下和小切深小进给情况下的淬硬钢工件时,陶瓷刀具是较好的选择。CBN刀具适合于工件硬度高于HRC50情况,另外陶瓷刀具尽量避免在半精加工和粗加工用,而整体CBN刀片可以适合断续切削,重载粗加工。
(2)是CBN刀具厂家/牌号选择及刃口处理:好的CBN刀具不但粗加工不崩刃,而且能够在高效率精加工时保持超长的使用寿命和很好的加工表面光洁度。在淬硬钢精加工过程中,常用CBN焊接刀具,如BN-H10/BN-H11/BN-H20牌号。
华菱超硬提供同步器行业以车代磨用CBN刀具,包含数控切槽刀片,数控车刀片,成型刀具,质量三包,品牌保证,欢迎垂询。
热后加工淬火件的立方氮化硼刀片【粗精车加工热处理淬火后钢件】
- Lam Research 605-031325-002 Rev A
- HONEYWELL减压阀D06F-1 1/2A
- LAM Research 839-275640-002 Rev A
- 西门康SKKH570-16E可控硅晶闸管原装
- HELMHOLZ耦合器700-159-3MB01
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|百色中电自动化
- Lam Research 715-028615-001 上挡板
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|桂林中电自动化
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|防城港中电自动化
- 35085 LAM )853-068037-001
- 853-012600-001 / ASSY
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|贵港中电自动化
- LAM RESEARCH 853-031790-001
- 853-007859-923 / 770-003303-001-C
- 广西销售代理丰炜VB-16XYT-I DIO扩充模块|来宾中电自动化
