
华菱超硬车削修复滚丝轮用cbn刀具—BN-S20
咨询热线18239972783 徐建超 可根据客户具体加工情况针对性配刀,设计最优刀具方案。
废旧滚丝轮的翻新修复在80年代已经被某国企做过实验,已经证实其可行性。但由于工艺复杂,大多没有起到减少浪费节省成本的修复效果。随着“以车代磨”工艺的普及,华菱超硬研发的大余量硬车削淬硬钢刀具的出现,为滚丝轮的翻新修复工艺找到了更为优化的方案。
一,废旧滚丝轮的翻新修复工艺概述
1,老工艺:退火---缩孔---高温回火---机加工---淬火---回火---磨内孔----抛光。
此种工艺与制造新的滚丝轮工艺基本无异,一般只省去了毛坯材料费。
2,新工艺方法是不退火直接硬车表面氧化皮和磨损层,然后硬车(或磨)螺纹,省去了毛坯料退火甚至重新淬火等热处理工艺(具体根据废旧滚丝轮的磨损程度以及原来的淬硬层来确定需要不需要重新淬火)。采取这样的工艺,省去了退货和淬火等热处理工艺,大幅度降低了翻新成本。而这种工艺前提就是“以车代磨”关键工艺以及刀具的选用,下面浅谈以大余量车削加工代替磨削的工艺研究。
二,以车代磨滚丝轮关键工艺与车削刀具
废旧滚丝轮的外圆一般需要加工1mm—2mm余量才能去掉原来的磨损层,如果采用磨削加工显然费工费时;用硬质合金车刀加工时又经常崩刀,而且只能采用多次走刀才能去除掉加工余量,刀具受用寿命极端,加工效率低。
华菱超硬BN-S20牌号CBN刀具车加工滚丝轮时,采用大余量硬车削一次走刀加工完成,提高了加工效率12倍(线速度提高4倍,吃刀深度提高3倍);刀具寿命是原来硬质合金刀具的10倍以上。此种刀具不同于市场上常见的复合式的CBN车刀粒,常见的CBN刀具大多为采用国外CBN复合片切割称一小片焊接到刀具顶端一小粒,由于抗冲击性能差,多在精加工中使用。
刀具对比试验:1,硬质合金YS8牌号:切削速度15m/min,粗车吃刀深度ap=0.35mm,精车ap=0.05~0.08mm。刀具寿命15分钟。2,华菱BN-S牌号:切削速度75m/min;吃刀深度ap=1.5mm(一刀加工完成外圆余量),粗糙度Ra0.8,如果走刀量调整较小或采用修光刃,粗糙度Ra0.4,达到普通磨床效果。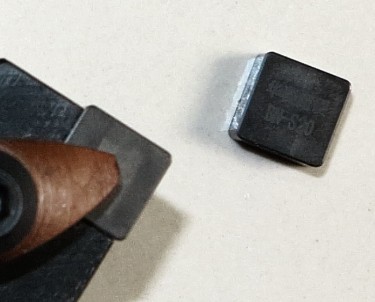
翻新修复滚丝轮时,可以采用新工艺来省去热处理等复杂工艺来降低成本;同时采用合适的车刀更能大幅度提高工效和节省成本。
厂家直销 质量三包 全程技术跟踪服务
- 6ES7405-0DA00-0AA0原装正品
- 6ES7400-1TA00-0AA0产地
- 6ES7414-2XG02-0AB0质保一年
- 6ES7417-4XL00-0AB0量大从优
- 6ES7414-1XG01-0AB0库存现货
- 6ES7498-8AA00-8AB0产地
- 6ES7408-1TA00-7AA0库存现货
- 6ES7405-0RA01-0AA0库存现货
- 6ES7421-5EH00-0AA0新品上架
- 6ES7417-4HL04-0AB0库存现货
- 6ES7416-3XL00-0AB0现货
- 6ES7455-0VS00-0AE0品质保证
- 6ES7412-1XF03-0AB0模块
- 6ES7452-1AH00-0AE0新品热卖
- 6ES7416-2XK01-0AB0新品热卖
