
精车加工20CRMO渗碳淬火后刀片
如遇20crmo渗碳淬火加工时,刀具出现磨损量很大,欢迎致电 15638121553 吴百利 郑州华菱 市场部
20CrMo,内孔表面渗碳淬火,渗层硬度HRC60-64,精车余量0.5-0.6mm,车削20CRMO材质淬火后刀具(焊接刀头、涂层硬质合金刀头、陶瓷刀具)出现以下几种问题:
车削内孔圆柱度达不到要求, 车削内孔尺寸的变差较大,车削内孔的粗糙度较大,两孔的平行度要求,车削内孔的刀片磨损很快,每次换刀最多完成件数很少。
精车20CRMO渗碳淬火后工件表面的精度很高,选用BN-H11材质刀片,此刀片的性能:硬度高、耐磨性好、红硬性好、耐高温。加工20CRMO渗碳淬火件能够保证尺寸的稳定性,形位公差要求(圆柱度、平行度),加工出工件表面粗糙度可达Ra0.4实现以车带磨工艺。从而提高加工效率。
20CRMO渗碳淬火后工件精车BN-H11牌号PCBN硬车刀片:连续切削用,Vc=120-190m/min.Fn=0.1-0.3mm/r
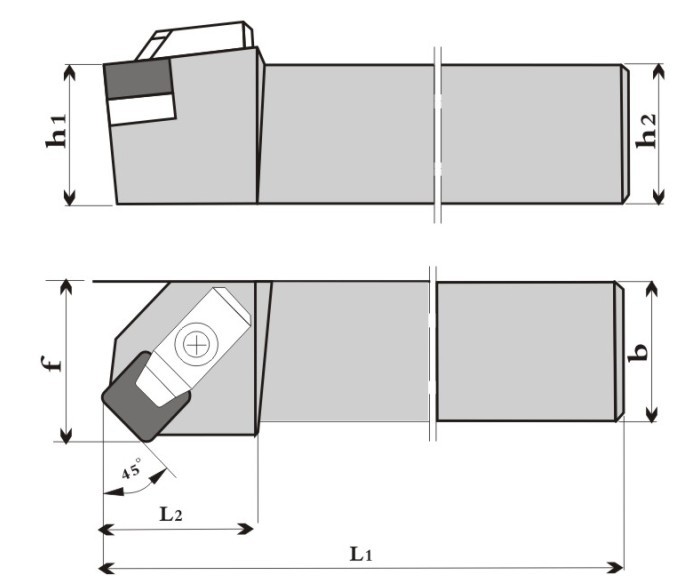
(BN-H11镶嵌式CBN刀片)如图:

20CRMO渗碳淬火后工件精车BN-H20牌号PCBN硬车刀片:中等断续切削用PCBN刀片,Vc=100-180m/min,fn=0.07-0.15mm/r,镶嵌式结构(同BN-H11)。
20CRMO渗碳淬火后工件BN-H21牌号:强断续切削刀片,焊刃式结构(同BN-H10);抗冲击韧性较好,适合断续切削HRC55以上40cr淬火后件。
粗车加工20CRMO渗碳淬火后工件BN-S20牌号:整体PCBN刀片,华菱独家非金属粘合剂CBN刀具配方,可粗加工和断续加工淬火件。吃刀量可达7.5mm,用于修复模具,以车代粗磨从单边背吃刀量方面提高加工效率。Vc=90--150m/min,Fn=0.1-0.45mm/r.



凡是购买我司郑州华菱 超硬刀具 均 质量三包,全程技术跟踪服务。
精车加工20CRMO渗碳淬火后刀片
- 变频器 驱动器IC200UEX010耐用性强
- 变频器 冗余模块IC200UEO108为您做得到
- 变频器 驱动器IC200UAL004结构紧凑
- 接触器 模块IC200UAL005安全性能高
- 控制器 端子IC200MDL730顺丰速运
- 电源模块 伺服驱动IC200TBX340诚信经营
- 电源 机架IC200CBL520我必承诺
- 电源 机架IC200GBI001调试方便
- 控制器模块 plcIC200UEX636我们一直在努力
- 接触器 控制器IC200ALG261容量充足
- 驱动器 电缆IC200ALG240为你所委托
- 传感器 伺服驱动IC200MDL143我们一直在努力
- 变频器 驱动器IC200MDL240安全环保
- 输出模块 通讯模块IC200UEX824进口配件
- 变频器 驱动器IC200MDL144让我们做得更好
