
制动鼓加工CBN刀片
遇到制动鼓加工刀具问题,欢迎致电15638121553吴百利 郑州华菱市场部
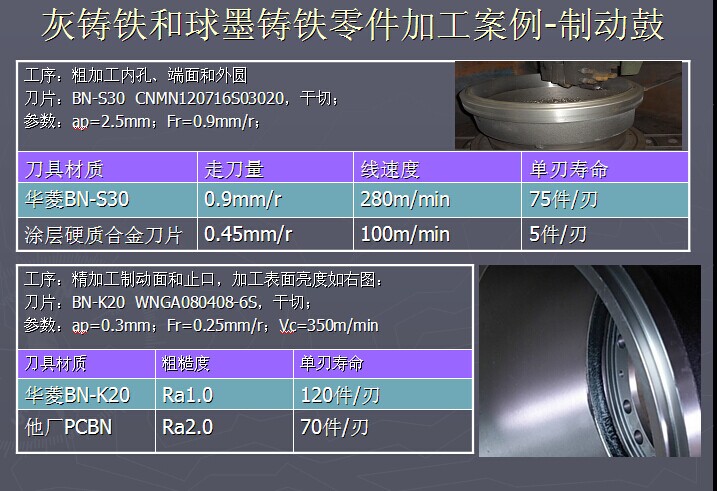
加工刹车盘,制动鼓时刀具一般常出现不耐磨,加工表面粗糙度不光亮。针对出现这些加工刀具问题,选用BN-S30牌号刀具能够弥补,此BN-S30牌号能够承受高速加工,其刀片性能:硬度高、耐磨性好、吃刀量大、加工工件表面光洁度高。制动鼓,刹车盘加工硬质合金刀片(比硬质合金刀片高性价比高CBN刀片)。
刹车盘,制动鼓多是灰铸铁材质工件,高效高速加工刹车盘,制动鼓选用CBN材质BN-S30牌号。
华菱超硬针对灰铸铁加工研发新的立方氮化硼刀具,主要用于汽车行业机械加工,比如,车加工刹车盘,制动鼓,汽车飞轮,离合器压盘,压缩机缸套,汽车缸套,发动机缸体、缸盖,变速箱壳体等等,这些工件大部分都是灰铸铁工件,球墨铸铁工件,等铸铁类工件为材质的,华菱超硬研发的CBN刀具就是针对汽车零部件行业难加工材质。
BN-S30牌号采用的是非金属粘合剂,在加工灰铁零件时,极大的提高了刀具的寿命。另外,通过采用锋刃处理能够获得更好的表面光洁度,而且解决了刀具切出时,加工工件边缘和止口部位和撕裂问题,在精车刹车盘制动面时,粗糙度右以达到Ra1.6。
从刀片到刀具的改进优化
华菱BN-S30牌号刀具加工HT200、HT250材质刹车盘和刹车鼓时,能够大幅度提高加工表面质量,同时采用高的线速度,使得加工效率提高2倍以上。BN-S30牌号刀片在铸铁加工领域能够获得很好的加工表面光洁度和亮度,解决了很多汽车零部件行业次品率居高不下的难题。
刀片性能之外的提升—组合刀具
以上成功得益于高硬度高耐磨性刀片牌号的出现,而基于刀柄(刀杆)改进而来的组合刀具,使得加工效率将更上一层楼,更验证了机械加工行业的一句话“刀具改变工艺”。以下是华菱超硬针对刹车盘和刹车鼓加工行业设计的两种组合刀具,刀片仍然采用BN-S30高耐磨CBN刀片牌号,而刀杆则是综合个各种加工工艺优化设计的组合系统,简单,实用。
刹车盘和刹车鼓加工工艺不同之处
由于加工刹车盘和制动鼓的工装卡具不同,使用的刀片在刀尖圆弧角和刃口处理部位有很大差别,加工刹车盘时,工装加持力度小,常采用小的刀尖圆弧角,而立车加工制动鼓时,多采用“外抱式”工装夹具,夹持力较大,所以刀片可采用较大的刀尖圆弧角,这样粗加工可以提高加工效率,精加工可以提高表面光洁度。
加工刹车盘的两种组合刀具
对于刹车盘的加工根据不同的机床流水线,组合刀具大致有两种,当采用卧式车床时,用双刀双面同时进给来保证刹车盘的平面度和平行度,加工效率是依次加工正反两面的两倍。而在立车加工刹车盘时,多采用单面双刀同时加工,效率和平面度都有很大的提高。两种方式根据不同流水线需要和机床型号和数量设定,相比较而言,立车加工时,由于刚性好,可承受的单位时间切除面积大,所以效率会更高一点。而对于卧式车床,刀台的改变较小,所以使得这种双刀双面进给组合刀具更容易马上制作并投产,需要注意的是采用双刀双面同时进给加工刹车盘时,由于两把车刀从左右两侧同时进刀,增加了震动风险,所以采用此种双面进刀结构时,尽量使用刀尖R0.4圆弧角的刀片。
加工刹车盘的刀片材质
刀片材质采用超细晶粒的BN-S30牌号CBN刀片,除了能获得很好的光洁度外,由于此牌号采用非金属粘合剂,避免了因加入金属粘合剂剂导致的刀片寿命降低,刀片耐用度的提高,使得刀具费用降低,同时减少了换刀频次,加工效率得到大幅度提高。
CBN刀具在选用之前,配刀非常重要,想要更好的提高加工效率,降低加工成本,在购买刀具之前,做好沟通是非常必要的。华菱超硬提供完善的CBN刀具售前咨询服务和售后技术服务,请新老客户,善加利用。


凡是购买我司郑州华菱 超硬刀具均 质量三包,全程技术跟踪服务。
刹车盘加工硬质合金刀片(比硬质合金刀片高性价比高CBN刀片)
制动鼓加工CBN刀片
- 变频器 驱动器IC200UEX010耐用性强
- 变频器 冗余模块IC200UEO108为您做得到
- 变频器 驱动器IC200UAL004结构紧凑
- 接触器 模块IC200UAL005安全性能高
- 控制器 端子IC200MDL730顺丰速运
- 电源模块 伺服驱动IC200TBX340诚信经营
- 电源 机架IC200CBL520我必承诺
- 电源 机架IC200GBI001调试方便
- 控制器模块 plcIC200UEX636我们一直在努力
- 接触器 控制器IC200ALG261容量充足
- 驱动器 电缆IC200ALG240为你所委托
- 传感器 伺服驱动IC200MDL143我们一直在努力
- 变频器 驱动器IC200MDL240安全环保
- 输出模块 通讯模块IC200UEX824进口配件
- 变频器 驱动器IC200MDL144让我们做得更好
