
精加工铁基粉末冶金零件的专用数控cbn刀片
粉末冶金主要是适用于汽车行业、装备制造业、金属行业、航空航天、军事工业、仪器仪表、五金工具、电子家电等领域的零配件生产和研究,相关原料、辅料生产,各类粉末制备设备、烧结设备制造。产品包括轴承、齿轮、硬质合金刀具、模具、摩擦制品等等。军工企业中,重型的武器装备如穿甲弹,鱼雷等,飞机坦克等刹车副均需采用粉末冶金技术生产。粉末冶金汽车零件近年来已成为为中国粉末冶金行业最大的市场,约50%的汽车零部件为粉末冶金零部件。
(1)应用:(汽车、摩托车、纺织机械、工业缝纫机、电动工具、五金工具。电器.工程机械等)各种粉末冶金(铁铜基)零件。
(2)分类:粉末冶金多孔材料、粉末冶金减摩材料、粉末冶金摩擦材料、粉末冶金结构零件、粉末冶金工模具材料、和粉末冶金电磁材料和粉末冶金高温材料等。
加工铁基粉末也近零件BN-S50牌号CBN刀具切削试验
立方氮化硼(CBN)刀具材料是用六方氮化硼(白石墨)为原料,经高温高压烧结而成的无机超硬材料。制造方法为:可做成整体的圆柱形烧块,或在碳化钨硬质合金基体上烧结成0.5mm厚的复合刀片。立方氮化硼刀具可用金刚石磨轮磨出新的几何角度。由于立方氮化硼有很高的硬度和耐磨性、很高的热稳定性、优良的化学稳定性,适合于难加工材料的切削加工,尤其是粉末高温合金, , 的高速切削加工。
切削用量:v=90~110m/min,ap=0.5mm,f=0.1mm/r。在切削用量为v=105m/min、ap=0.5mm、f=0.1mm/r时,由于材料中有硬质点的存在,受到冲击力,产生了稍微崩刃的现象。切屑长而薄,自动断屑状态不好,属于自卷曲断屑,刀具尖端红热,表面氧化发黑。
而采用切削参数为v=90m/min、ap=0.5mm、f=0.1mm/r,并使用切削液时,切屑呈暗红色的“半熔态”,沿副刀刃方向流出,切削温度很高。在高温高压作用下造成粘结磨损;零件表面端跳动值在0.02mm左右。与硬质合金相比,CBN刀片车削粉末高温合金的刀具的后刀面磨损量VB要小得多,而且CBN刀片的加工精度可以得到保证。在质量相差不大的情况下,CBN的刀具寿命明显要高于涂层硬质合金。
但是在高温高压下粉末高温合金与CBN 刀片表面会发生亲合作用,因而发生较明显的粘结,造成粘结磨损,因此要通过使用高压切削液和减少切削抗力的办法减少磨损。因此加冷却液是进步CBN刀具寿命的措施之一。
精加工用刀片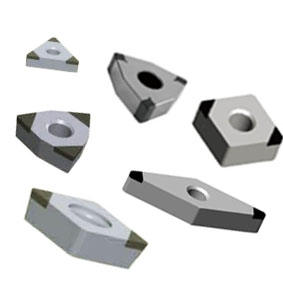

粗加工用刀片: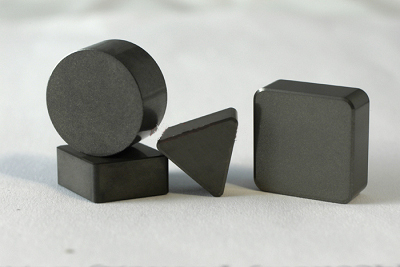

来电咨询18239972783 可根据具体加工工艺为我们设计最优刀具方案 包退包换 全程技术服务 快递发送 方便快捷
- 西门子全新原装手操器AZL52.00B1 特价供应未开封
- 西门子原装进口伺服电机 SQM48.497B9
- 全新SICK编码器AFM60A-BDNB018X12 绝对值
- SICK色标传感器德国KTS-WB9114115AZZZZZZ11078126
- LFP0530-G5NMCS37 SICK全新原装镜反射传感器原装正品
- 6ES7461-1BA007AA0原装正品
- 6ES7455-1VS00-0AE0现货
- 6ES7414-2XG01-0AB0新品热卖
- 6ES7468-1CC50-0AA0原装正品
- 6ES7414-4HM14-0AB0量大从优
- 6ES7405-0KR02-0AA0模块
- 6ES7408-1TX00-6XA0产地
- 三菱代理商,三菱L系列PLC,LPLC
- 6ES7408-1TA00-0XA0模块
- 6ES7408-1TA00-0XA0质保一年
