
淬火钢加工刀具不耐磨、崩刃、损刀问题解决方案
淬火钢加工时刀具(硬质合金刀片(涂层刀片)、陶瓷刀具)不耐磨,出现尺寸超差问题,烧刀、损刀严重问题。如遇加工淬火钢出现以上刀具问题
欢迎致电 15638121553 吴百利 郑州华菱市场部
钢件淬火后洛氏硬度很高,传统的工艺磨削加工,磨料选择不好会导致加工后的表面粗糙度达不到要求,而且对机床的损伤很大,加工效率低。目前机械加工公司采用以车代磨工艺,大大地提高加工效率,降低了生产成本。选用硬质合金刀片加工淬火钢烧刀、损刀严重但是使用寿命太短。陶瓷刀具加工淬火钢洛氏硬度HRC55以上常出现崩刃问题,加工出工件尺寸不稳定。
淬火钢常用材质45号钢,cr12,cr12mov,H13,T10,40CR,40CRMO,20CRMNTI等。
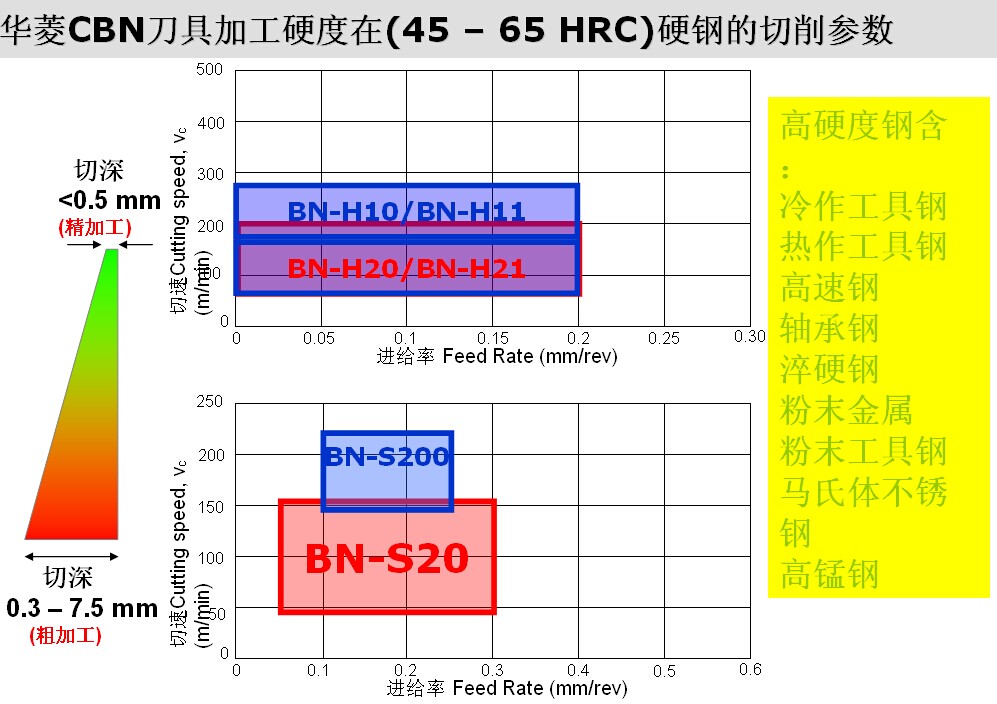
针对加工淬火钢刀片材质BN-H10,BN-H20,BN-S20牌号数控刀片(机夹刀片)广泛应用于RC45-HRC79之间淬火钢和超级合金材料中,解决了传统硬质合金刀头加工淬火钢件效率低,频繁更换刀片加工精度差,形位公差难以保证问题,解决了硬质合金刀片及涂层刀片,陶瓷刀片不耐用,刀具磨损过快要么烧刀、要么崩刀甚至打刀问题。并在车削,铣削,镗削,切槽加工HRC45-HRC68之间高硬度淬火件,如9SiCr 、T8、T10、H13工具钢淬火件,车削硬度HRC60左右渗碳淬火钢20CrMnTi、20Cr,铸钢浇钢件的冒口车削加工,高速钢、高锰钢、高铬钢、高铬高镍合金的粗加工和高速精加工,模具钢等淬火材料留磨量大采用“以车代磨或以车代粗磨”领域中。此新材质PCBN超硬合金数控刀片也适合加工热处理后硬度大于HRC50调质钢料加工,40Cr 、42CrMo淬硬钢及65HRC以上淬火硬钢, Cr12MoV模具钢淬火料HRC62以上的车削加工刀片或返修硬面,高速钢轧辊硬度HSD75以上的翻新及车削,HRC62-HRC68硬度淬火后GCr15轴承钢,65Mn材质大型淬火后发兰,轴类,盘类零件的车削外圆端面以及切槽加工刀具,铣削高铬钢钢板,镗削齿轮及齿轮轴的内孔及模具材料,耐磨钢板HB400以上硬化钢,部分氮化钢如心轴(芯轴)在硬度在HRC70以上及硬化钢的以车削、铣削、镗削,切槽代磨削加工刀片。
精车加工淬火钢选用的刀片牌号及加工参数:
淬火钢精车加工BN-H10牌号PCBN硬车刀片:连续切削淬火硬钢,刃口焊接式CBN刀片,Vc=120-230m/min;fn=0.1-0.25mm/r
淬火钢精车加工BN-H11牌号PCBN硬车刀片:连续切削用,Vc=120-190m/min.Fn=0.1-0.3mm/r
(BN-H11镶嵌式CBN刀片)如图:

淬火钢精车加工BN-H20牌号PCBN硬车刀片:中等断续切削用PCBN刀片,Vc=100-180m/min,fn=0.07-0.15mm/r,镶嵌式结构(同BN-H11)。
淬火钢精车加工BN-H21牌号:强断续切削刀片,焊刃式结构(同BN-H10);抗冲击韧性较好,适合断续切削HRC55以上淬火钢件。
粗车加工淬火钢选用BN-S20牌号即可, BN-S20牌号刀片性能及运用:抗冲击性和耐磨性的完美平衡,可用于粗加工,也可用于半精加工和精加工。适用于各种高硬度难加工材料,如高温合金、耐热耐磨钢、大型铸钢件、淬火钢、氮化钢、渗碳钢材料的加工。
凡是购买我司郑州华菱 超硬刀具 均 质量三包,全程技术跟踪服务。
淬火钢加工刀具不耐磨、崩刃、损刀问题解决方案
- C600/10/1/1/1/0 VCA09AAAA0AA00
- LENZE EVS9332-EK
- YASKAWA SJDE-04APA
- 冗余模块电机模块IC693MDL645安全可靠
- 接触器控制器IC693MDR390质量可靠
- 接触器输入模块IC693ALG220D为你所委托
- 输入模块cpuIC693MDL330耐冲击性能好
- 冗余模块模块IC693PTM100诚信经营
- 电缆传感器IC693ACC333结构紧凑
- 模块电源IC693MDL753D为您做得到
- 冗余模块模块IC697CPM924超大库存
- plc卡件IC693MDL260控制性能好
- 电源机架IC693MDL931操作灵活
- BENTLY本特利卡件128015-11技术参数
- 美国Bently Nevada板卡133292-01性能介绍
