")
加工高锰钢刀具材质及加工参数(加工高锰钢耐磨车刀)
加工高锰钢材质高硬度耐磨铸件时遇到刀具难于加工、刀具掰刀、崩刃、不耐磨问题 ,欢迎致电 15638121553 吴百利 郑州华菱市场部
高锰钢铸件一般存在铸造缺陷夹渣砂孔,刀具经常出现掰刀,崩刃。高锰钢材质工件由于这些铸造缺陷造成了刀具难于切削加工问题。车削工时短、加工余量小的,刀具牌号常选YW合金。如果工件大或加工余量大,车削硬化会非常严重,如果是批量生产,用加夹车刀最划算。有夹砂、断续车等恶劣工况,硬质合金刀头就会非常吃力造成粗车崩刀,精车烧刀。
针对高锰钢材质选用BN-S20材质刀具粗车即可,BN-S20材质性能:硬度高,耐冲击,韧性好,耐磨性好。
高锰钢加工用刀具及选择标准
高锰钢加工的特点不再赘述,刀具选择根据加工实际状况综合考虑,大致有硬质合金刀具、陶瓷刀具,涂层刀片或CBN(立方氮化硼)刀具。
一, 选择标准:1,如果单件加工工时小于五分钟,可选用硬质合金刀具,大切深可考虑YG系列,小切深考虑用YW系列,。
2,如果工件加工时间长,表面质量差,粗加工选择整体立方氮化硼刀具,精加工可考虑陶瓷刀具或者涂层刀片。
二, 高锰钢车削刀具的合理切削参数
高锰钢的加工性能很差,,为了维持一定的刀具耐用度,切削速度应低些。采用硬合金刀具时, Vc=20~40 m/min,其中,较低的速度用于粗车,较高的速度用于半精车和精车。采用陶瓷刀具时,可以选用较高的切削速度,一般Vc=50~80 m/min(如用Si3N4陶瓷刀具,Vc≤60 m/min)。
高锰钢在加工过程中,切削层及表层下一定深度范围内会产生严重的硬化现象。为了使刀尖避开毛坯表层和前一次走刀造成的硬化层,应选择较大的切削深度和进给量。一般粗车时αp =3~6 mm,f=0.3~0.8 mm/r;大件粗车时可取αp =6~10 mm;半精车时αp =1~3 mm;f=0.2~0.4 mm/r;精车时口。≤1 mm;f≤0.2mm/r。
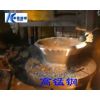
三, 立方氮化硼刀具车削加工高锰钢的参数及刀具牌号选用
1,粗加工用立方氮化硼整体聚晶刀片BN-S20,吃刀深ap=2-3.5mm(根据实际加工余量,BN-S20牌号刀具最大吃刀深度可以超过10mm);走刀量Fr=0.25-0.8mm/r;线速度v=85m/min 。刀具耐用度:3小时/刃口!刀片能旋8次-12次使用,一个刀片可用三个班。可见BN-S20牌号刀具使用成本与其他刀具牌号比较有很大的优势。
2,立方氮化硼刀具BN-S20牌号精加工高锰钢时,吃刀深ap=0.5-1mm;走刀量Fr=0.15mm/r;线速度v=135m/min 。
从以上粗精加工高锰钢的案例可以看出,BN-S20刀具牌号在大余量拉荒粗车时表现出很强的抗冲击韧性,可以大余量切削,遇到夹砂、冒口、表面不规整等铸造缺陷时,刀片不会崩刀;在半精车和精车时,由于BN-S20采用非金属粘合剂,导热性和硬度比普通CBN刀头更高,刀具的寿命更长。
注意:1,立方氮化硼整体聚晶BN-S20牌号可吃刀深度7mm以上,比陶瓷刀具和普通CBN刀具抗冲击。特别是对于铸件表面恶劣的加工情况,可以拉荒粗车,不必对工件行进打磨平整后再加工。
2,BN-S20刀具的CBN含量和刃口均针对锰钢铸件加工特性研发而成,针对性强;不可用来加工普通软钢件如45号软钢。
加工高锰钢刀具材质及高硬度钢件及加工参数
凡是购买我司郑州华菱 超硬刀具 均 质量三包,全程技术跟踪服务。
加工高锰钢刀具材质及加工参数(加工高锰钢耐磨车刀)
- C600/10/1/1/1/0 VCA09AAAA0AA00
- LENZE EVS9332-EK
- YASKAWA SJDE-04APA
- 冗余模块电机模块IC693MDL645安全可靠
- 接触器控制器IC693MDR390质量可靠
- 接触器输入模块IC693ALG220D为你所委托
- 输入模块cpuIC693MDL330耐冲击性能好
- 冗余模块模块IC693PTM100诚信经营
- 电缆传感器IC693ACC333结构紧凑
- 模块电源IC693MDL753D为您做得到
- 冗余模块模块IC697CPM924超大库存
- plc卡件IC693MDL260控制性能好
- 电源机架IC693MDL931操作灵活
- BENTLY本特利卡件128015-11技术参数
- 美国Bently Nevada板卡133292-01性能介绍
