")
加工高铬铸铁(加工高铬铸铁比陶瓷刀具更耐磨,耐冲击)
加工(断削加工)高铬铸铁时如遇到刀具不耐磨、崩刃问题,欢迎致电 15638121553 吴百利郑州华菱市场部
加工高铬铸铁刀具易出现刀具(硬质合金刀片、陶瓷刀具)磨损量很大,断裂,崩刃问题,导致这些问题的问题是刀具材质没有选择正确。针对高硬度高铬铸铁加工宜选用BN-K1材质刀具,BN-K1材质刀具具备的性能:硬度高,抗冲击性强(断削切削),韧性好,耐磨。
高铬铸铁属于难切削加工材料,单边留下加工量很大,一般是在单边余量2-5mm。硬质合金刀具加工高铬白口铸铁,刀具磨损量很大,无法进行持续性加工,频繁的更换刀刃以致于加工效率低下,生产成本提高。使用陶瓷刀具加工高铬铸铁单边余量2mm,刀尖就会出现崩刃、掰刀问题。陶瓷刀具硬度高但脆性很高,遇到铸铁件(高铬铸铁)存在夹砂,气孔之类铸造缺陷,类属于断削切削就很容易出现崩掉一块。从而导致刀具成本费用很高,也会造成加工出来的产品不合格。
高铬铸件的冒口出现也成为了加工难题,对刀具的性能要求也是很高。刀具性能应具备硬度高、抗冲击性强、韧性好才不会出现刀具加工时出现掰刀,蹦块现象。
高铬铸铁是高温耐磨铸铁, Cr的加入可提高铸铁的耐磨性,因为Cr能在铸件表面形成致密的保护膜Cr2O3。Cr的加入也生成碳化物,提高了铸铁的硬度与强度。高铬铸铁可用来制造在800℃以上高温下工作的耐磨件。
高铬铸铁具备很高耐磨特性因此被广泛用于矿山机械行业,特别是渣浆泵泵体,叶轮,护板:(含常用材质:Cr15Mo3,Cr15Mo2Cu,KmTBCr12 ,Cr20 Cr26高铬合金铸铁,抗磨白口铸铁)
以下针对高铬铸铁加工刀具材质的选择与切削参数及刀具优势:
华菱超硬BN-K1材质刀片具备了完美的抗冲击韧性和耐磨性平衡。BN-K1材质常用与高合金铸铁加工领域,如高铬合金铸铁,高镍铬冷硬铸铁,等温淬火后的球墨铸铁,高硅铬钼合金铸铁等材质。
华菱超硬BN-K1材质刀片断续车削(高铬铸铁)渣浆泵零件为例:采用整体BN-K1材质刀片车削渣浆泵叶轮外圆,由于叶轮有5枚叶片,故为断续切削。BN-K1材质刀片切削参数为:vc=75m/min,ap=5mm,f=0.1mm/r。切削过程中,叶轮每转一周刀具要承受5次冲击,一次走刀一个刀刃要承受3000多次冲击。切削结果显示:BN-K1牌号切完一个工件后没有产生断裂破碎,一片刀片相当于25片陶瓷刀片,充分展现了其耐热抗冲击性能,不仅大大降低了刀具的使用成本,而且使生产效率提高了5倍。

采用BN-K1材质刀片精车内孔,孔深80mm,切削参数:vc=100m/min,ap=1mm,f=0.5mm/r。内孔一次精车完成,测得两端尺寸相同,无退刀现象。BN-K1牌号耐磨性好,加工零件尺寸的一致性得到保障;而陶瓷刀具精车需要3~4刀才能完成,并且切削时刀片刃部磨损较快,致使切削抗力增加,产生退刀现象,严重影响了加工表面的质量。可见在高硬度铸件的粗加工方面,陶瓷刀具已经失去优势。
关于高硬度材料的刀具材质的选择及切削参数如下图:
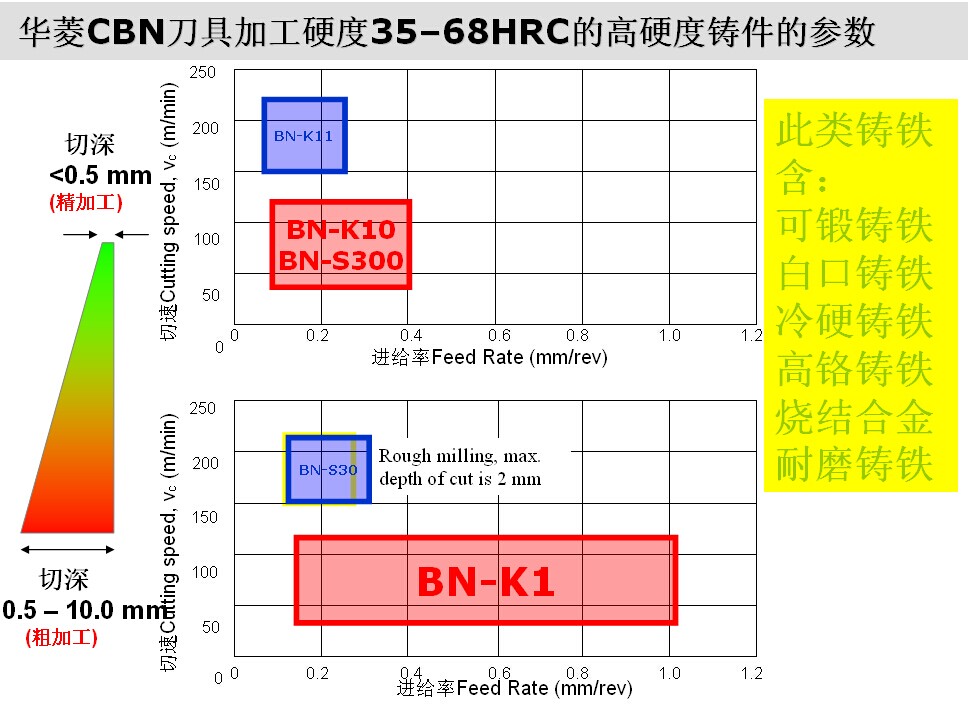
此BN-K1材质刀具适用于机床分为普车、数控机床、立车、卧式车床、加工中心等,对于加工机床刚性要求不是很高,只是会对切刀深度有影响。机床刚性足的话大吃刀量转速进给量都可以随之提高。机床刚性差一点的话,转速吃刀量走刀量低一点但不影响其加工效果。
凡是购买我司郑州华菱超硬刀具均质量三包,全程技术跟踪服务。
加工高铬铸铁(加工高铬铸铁比陶瓷刀具更耐磨,耐冲击)
- C600/10/1/1/1/0 VCA09AAAA0AA00
- LENZE EVS9332-EK
- YASKAWA SJDE-04APA
- 冗余模块电机模块IC693MDL645安全可靠
- 接触器控制器IC693MDR390质量可靠
- 接触器输入模块IC693ALG220D为你所委托
- 输入模块cpuIC693MDL330耐冲击性能好
- 冗余模块模块IC693PTM100诚信经营
- 电缆传感器IC693ACC333结构紧凑
- 模块电源IC693MDL753D为您做得到
- 冗余模块模块IC697CPM924超大库存
- plc卡件IC693MDL260控制性能好
- 电源机架IC693MDL931操作灵活
- BENTLY本特利卡件128015-11技术参数
- 美国Bently Nevada板卡133292-01性能介绍
