产品简介

详细说明
精车58度-63度HRC洛氏淬火齿轮轴淬硬钢件的数控刀片
华菱超硬针对58度-63度HRC洛氏淬火齿轮轴淬硬钢件的精车,由于车削力大,车削温度高,对刀具的磨损严重,华菱研发了一款BN-H20牌号的镶嵌式精车58度-63度HRC洛氏淬火齿轮轴淬硬钢件的数控刀片。
如果您在加工淬火钢领域遇到了刀具不耐磨,崩刀,让刀,烧刀,效率低,表面光洁度不好的问题,欢迎致电华菱超硬市场部,我们可为您量身打造最优刀具应用方案。
加工案例如下:
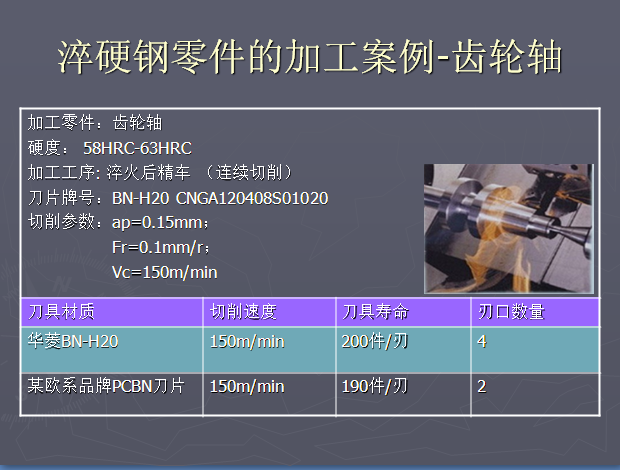
加工零件:齿轮轴
硬度: 58HRC-63HRC
加工工序: 淬火后精车 (连续切削)
刀片牌号:BN-H20 CNGA120408S01020
切削参数:ap=0.15mm;
Fr=0.1mm/r;
Vc=150m/min
刀具材质 切削速度 刀具寿命 刃口数量
华菱BN-H20 150m/min 200件/刃 4
某欧系品牌PCBN刀片 150m/min 190件/刃 2
欢迎来电垂询“精车58度-63度HRC洛氏淬火齿轮轴淬硬钢件的数控刀片”的详细信息,如果您有淬火后硬度在HRC45以上的硬钢件需要刀具切削,也可致电华菱超硬市场部,我们均有合适的刀具牌号为您量身选择最佳刀具解决方案。
在线询盘/留言
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息
最新供应
- 变频器 驱动器IC200UEX010耐用性强
- 变频器 冗余模块IC200UEO108为您做得到
- 变频器 驱动器IC200UAL004结构紧凑
- 接触器 模块IC200UAL005安全性能高
- 控制器 端子IC200MDL730顺丰速运
- 电源模块 伺服驱动IC200TBX340诚信经营
- 电源 机架IC200CBL520我必承诺
- 电源 机架IC200GBI001调试方便
- 控制器模块 plcIC200UEX636我们一直在努力
- 接触器 控制器IC200ALG261容量充足
- 驱动器 电缆IC200ALG240为你所委托
- 传感器 伺服驱动IC200MDL143我们一直在努力
- 变频器 驱动器IC200MDL240安全环保
- 输出模块 通讯模块IC200UEX824进口配件
- 变频器 驱动器IC200MDL144让我们做得更好
推荐供应
